Пайка труб ПВХ. Подготовка процесса
Итак, для начала необходимо составить схему трубопровода
Желательно, чтобы схему монтажа разработали специалисты, так как если это отопительная система, то важно не ошибиться с планированием коммуникаций. Кроме того, чертеж трубопровода позволит вам определить количество фитингов и метраж трубы

Далее установите крепежи для труб. Во время пайки вам будет проще фиксировать готовые соединения. Для установки крепежей отмерьте необходимую высоту от пола и просверлите отверстие под дюбель перфоратором.
Затем зафиксируйте дюбель в отверстии, и закрепите фиксаторы к стене при помощи самореза. Для этого можно использовать отвертку или шуруповерт.




Фиксаторы необходимы для того, чтобы трубы не провисали. Устанавливайте крепежи с отступом не более 1 метра. После того как вы соедините трубы, установить фиксаторы будет трудно или невозможно. Поэтому лучше это сделать сразу.
Когда фиксаторы установлены, можно приступить к проведению трубопровода.
Преимущество использования полипропиленового трубопровода
Пластик является надежным, прочным и безопасным материалом, который все чаще применяют для сооружения водопровода и систем отопления. Даже не зная, как соединить полипропиленовые трубы, можно быстро научиться этому несложному процессу с помощью небольших рекомендаций.
Дельные советы помогут не допустить распространенных ошибок и сделать всю работу идеально с первого раза. Многие специалисты используют различные виды полипропиленовых труб для организации отопления и других сантехнических работ. Этот материал обладает многочисленными привлекательными свойствами.
Прочность соединения
Сварка пластиковых элементов осуществляется с помощью специального инструмента, который разогревает детали до такого состояния, что их можно сплавить между собой. Полученный шов отличается невероятной прочностью и надежностью. Его можно сравнить с металлической сваркой. Такое соединение способно без труда выдержать 12 атмосфер, тогда как давление в водопроводных трубах обычно не превышает пяти атмосфер.
Длительный эксплуатационный срок
Многие производители труб из пластика дают гарантию на свою продукцию от четырех до шести десятилетий. На самом деле полипропилен способен прослужить гораздо дольше. Для этого необходимо соблюдать правила использования и регулярно делать осмотр системы и ее узлов.
Низкая стоимость
Нередко покупатели выбирают трубы из полипропилена из-за их приемлемой цены. Однако это не отражается на высоком качестве продукции. Специалисты утверждают, что данный материал по своим свойствам можно смело сравнить с медью, которая всегда считалась лучшим вариантом для изготовления труб.
Устойчивость к ржавчине
Пластик не ржавеет, не портится от элементов, содержащихся в воде и не повреждается от соприкосновения с жидкой средой.
Простой монтаж, который можно выполнить самостоятельно
Многих привлекает возможность установить полипропиленовые трубы самостоятельно. Для этого не нужно владеть специфическими навыками и многолетним опытом. Все элементы соединяются при помощи простых инструментов. Эта работа напоминает сборку конструктора. Проявив немного терпения и аккуратности, можно установить систему, которая прослужит несколько десятков лет.
 Спайка «на весу»
Спайка «на весу»
Чистота внутренней поверхности
Благодаря тому, что внутри труба невероятно гладкая, на ней не оседает мусор и химические элементы, которые могут находиться в воде. Однако подобная проблема может возникнуть, если была неправильно сделана врезка в полипропиленовую трубу, имеется брак в пайке или наблюдается чрезмерный нагрев пластика.
Бесшумность
Пластиковые детали, в отличие от металлических труб, не издают никакого шума, а также не подвержены вибрации.
Прежде, чем заниматься монтажом водопроводной или отопительной системы, необходимо провести тщательную подготовку. Она заключается не только в тщательном выборе деталей и элементов, но и в грамотном планировании. Все работы должны проводиться аккуратно и с соблюдением необходимых мер безопасности. Монтаж пластиковых труб не является сложным процессом, поэтому с ним справится даже человек без опыта.
Какие трубы использовать
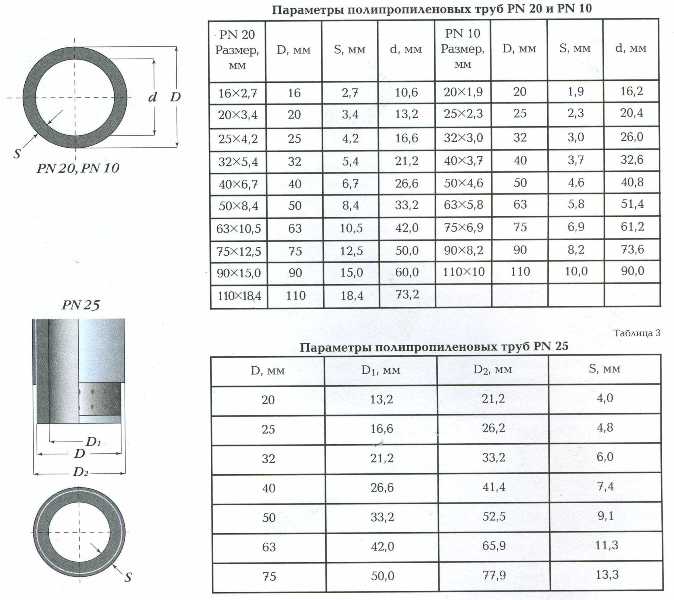
В процессе монтажа отопительной системы из рассматриваемых труб у вас может возникнуть необходимость соединения пластиковых элементов с металлопластиковыми трубами. При выполнении такой работы контролируйте, чтобы диаметры обоих видов труб подходили друг другу.
Соединения полипропиленовых и металлических труб между собой
Придерживайтесь следующей схемы:
- для подсоединения к металлопластиковым изделиям 20х2 мм используйте трубы из полипропилена имеющие размеры 25х4,2 мм;
- к трубам из металлопластика размерами 16х2 мм нужно подключать полипропиленовые трубы имеющие размеры 20х3,4 мм;
- к металлическим трубам с размерами 26х3 мм подсоединяются полипропиленовые трубы имеющие размеры 32х5,4 мм.
В случае если трубы прокладываются к батареям в доме от магистрального трубопровода, а разводка выполняется в соответствии с двухтрубной схемой, необходимо проложить полипропиленовую трубу имеющую размеры 20х3,4 мм.
Применение труб, имеющих более существенный диаметр, не имеет особого смысла. Также нет смысла применять радиаторные вентили, имеющие размер более чем 1,2 дюйма. Поэтому утверждение, что с увеличением диаметра полипропиленовых труб и терморегулирующих вентилей в помещениях становится теплее, не является верным.
Для обеспечения необходимой производительности системы отопления важно, чтобы подающий трубопровод между котлом и самой последней батареей имел длину не больше 25 м. При этом мощность котла не должна превышать 12 кВт. Таким образом, чтобы, к примеру, отопительная система с трубами размерами 20х3,4 работала максимально эффективно и корректно, в ее состав должно входить максимум 6 батарей по 10 секций каждая
Таким образом, чтобы, к примеру, отопительная система с трубами размерами 20х3,4 работала максимально эффективно и корректно, в ее состав должно входить максимум 6 батарей по 10 секций каждая.
При необходимости подсоединения большего количества батарей придется увеличить протяженность труб для их монтажа, что негативно отразится на равномерности прогрева батарей, установленных на большем удалении от отопительного котла.
Монтаж отопления из полипропиленовых труб и алюминиевых радиаторов
Однако если от подключения большего количества батарей либо же увеличения протяженности труб отказаться никак нельзя, обустраивайте отопительную систему с применением труб большего сечения. К примеру, 32х5,4 мм. К ним подключайте металлопластиковые трубы 26х3 мм.
Также существует еще один вариант решения данной проблемы – вместо одного отопительного контура вы можете оборудовать два.
Дополнительные элементы для монтажа
Перед тем, как начать монтаж полипропиленовых труб, инструкция показывает, что потребуются некоторые дополнительные элементы:
 полипропиленовые трубы — практически любое решение
полипропиленовые трубы — практически любое решение
- повороты – детали, необходимые для изменения направления трубопровода. Могут иметь различные углы сгиба;
- резьбовая муфта – может иметь наружную или внутреннюю резьбу. С помощью этого элемента можно произвести соединение полипропиленовых труб с насосом, счетчиком или другим сантехническим приспособлением;
- колено – согнутая под определенным углом деталь, оснащенная резьбой. Применяется для объединения пластиковых и металлических труб в единую систему, для установки кранов, а также монтажа трубопровода на горизонтальную поверхность. Этот элемент может иметь «ушки» для крепления к стене;
- соединительная муфта – с ее помощью можно починить полипропиленовые трубы для водопровода или соединить детали на прямом участке системы. Также с помощью этой детали производится врезка в полипропиленовую трубу тройника или другой дополнительной детали;
- обводки – аккуратно загнутый отрезок трубы, который можно использовать в местах пересечения;
- клипсы – необходимы для присоединения трубопроводной системы к вертикальной поверхности;
- мерилон – утеплительный материал, необходимый при проведении скрытого водопровода. Он помогает избавляться от конденсата, что увеличивает срок службы полипропиленовых труб.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
https://youtube.com/watch?v=HQGRx3CWioY
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.
Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.
Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Оборудование для сварки
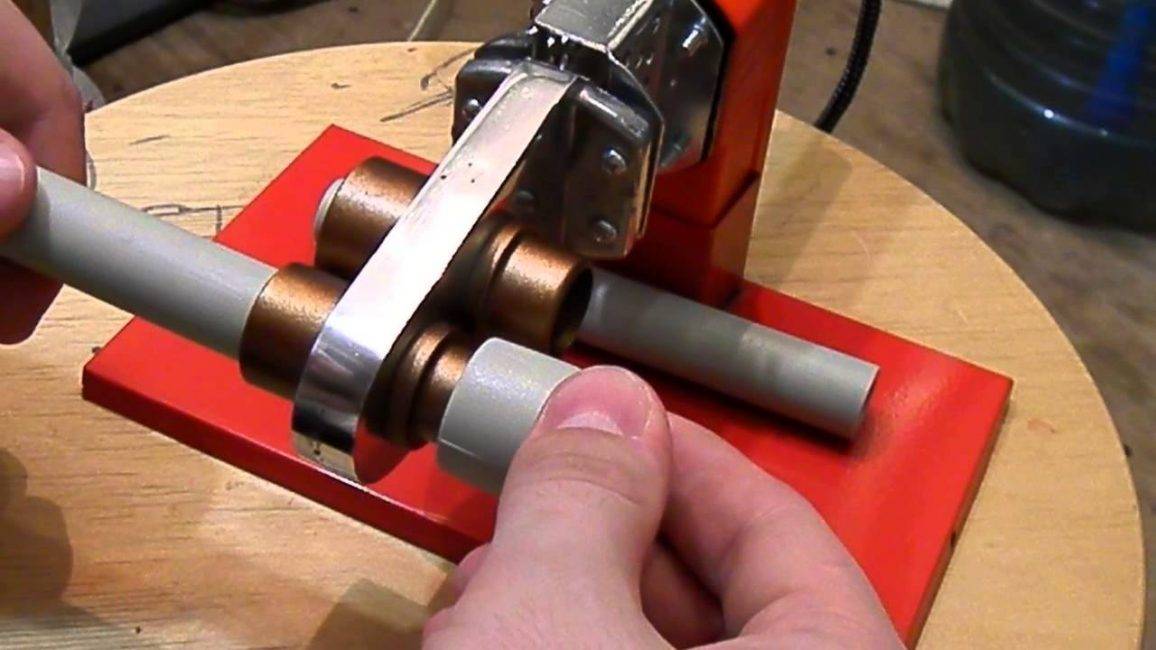
Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных. Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.
Почему лучше отказаться от кустарного

Самодельный аппарат для сварки
Одно из наименований сварочного агрегата – “утюг” – объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:
- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка – объемы работ и скорость

Электрофитинги
При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.
При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.

Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Оптимальный выбор для самостоятельного соединения деталей

Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку
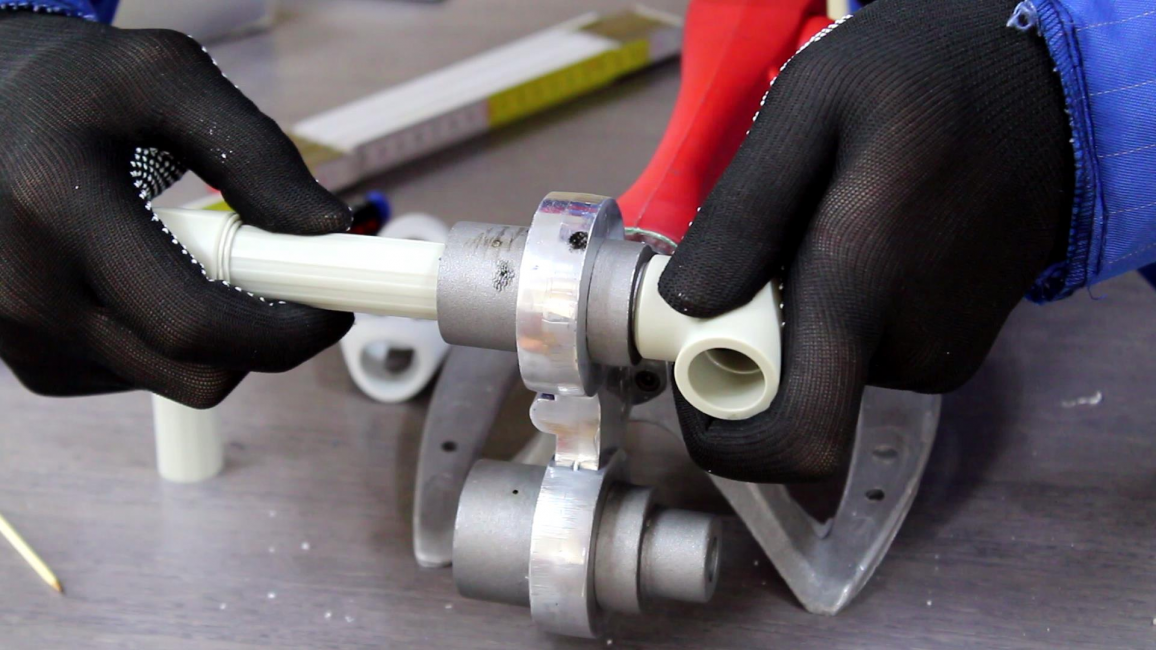
Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы. Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Как сделать красивые и необычные полки на стену своими руками: для цветов, книг, телевизора, на кухню или в гараж (100+ Фото Идей & Видео) +Отзывы
3 Виды систем по количеству трубопроводов выбираем одну из двух схем
Отопительные магистрали из полипропиленовых труб в доме могут быть однотрубными и двухтрубными. В первом случае все приборы отопления в частном доме поочередно подводятся к главной трубе. Минус схемы – плохой нагрев батарей, стоящих в самом конце такой отопительной цепочки. Объясняется это тем, что горячая вода охлаждается во время движения по магистрали.
Однотрубные системы монтируют в небольших по площади жилищах. Причем первыми к стояку всегда подключают жилые комнаты. А затем уже и все помещения технического назначения.
Для большого частного дома больше подходит двухтрубная система. В ней обратная и подающая магистрали прокладываются параллельно. За счет этого все отопительные батареи получают теплоноситель с одинаковой температурой. Естественно, при ремонте можно отсоединить от системы лишь один стояк. Остальная же ее часть будет работать в прежнем режиме.

Двухтрубная система трубопровода
При установке двухтрубных магистралей своими руками желательно проектировать нижнее одностороннее подключение элементов системы. Сделать это несложно при помощи особой арматуры со специальным температурным регулятором. Он даст вам возможность устанавливать комфортный микроклимат во всех комнатах.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.

При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.



