Назначение сварки

Сварка — распространенный способ создания неразъемных соединений при помощи образования новых межатомных связей. Различают несколько ее разновидностей, каждая из которых имеет свою область использования:
- электродуговая. Выполняется с помощью плавящегося электрода (метод Н. Г. Славянова) — универсальная, повсеместно используемая методика, применяемая для всех типов соединений. Главные ее достоинства — высокая производительность за счет максимальной механизации рабочих процессов, а также хорошие механические характеристики соединения;
- ручная дуговая. Применяется при монтаже строительных систем из стали, соединения элементов трубопроводов. Она может выполняться даже в сложных для доступа местах и разных пространственных положениях;
- газовая. Используется при работе со стальными элементами относительно небольшой толщины, а также при работе с алюминиевыми и медными сплавами.
Есть и другие способы созданий неразъемных соединений: контактная, жидкая сварка или скрепление специальным аппаратом-полуавтоматом.
Что касается области применения, то, наверное, нет такой отрасли, будь то промышленное или сельскохозяйственное производство, где бы не использовались сварочные работы. Самые распространенные примеры — строительные работы (конструкции из арматуры), соединение трубопроводов разного назначения. Многие владельцы подержанных машин знают, что значит варить кузов автомобиля. Найдется место для сварочного аппарата и на даче (например, для изготовления металлического забора).
Достоинства сварных соединений:
- полное использование поверхностей сечений для соединения элементов;
- высокий уровень надежности соединений;
- относительно небольшая масса конструкции;
- уменьшение припусков для дополнительной обработки. Этим сварка выгодно отличается от литой конструкции;
- уменьшение трудо- и ресурсоемкости работ, что приводит к их удешевлению;
- хорошая альтернатива литью и ковке. Использование сварочных соединений позволяет создавать сложные конструкции из отлитых или штампованных деталей;
- возможность работы с инновационными сплавами, облегченными профилями, листовым прокатом, особо чистыми металлами и т. д.;
- повышение безопасности работ.
Минусы:
- высокий риск различных дефектов швов, что не лучшим образом сказывается на прочности конструкции;
- необходимость строгого соблюдения технологии;
- появление остаточных напряжений из-за термических деформаций;
- изменение механических свойств металла возле шва;
- необходимость визуального (а в случае с ответственными конструкциями и выборочного инструментального) контроля.
Принцип работы электрода
Работа электродом начинается с того, что верхняя часть стержня без обмазки устанавливается в держателе, который одновременно является электрическим контактом. Второй вывод от сварочного аппарата крепится к привариваемой металлической детали, тем самым образуя разомкнутую электрическую цепь. Как только сварщик касается концом стержня металла, происходит замыкание цепи, и появляется дуга.
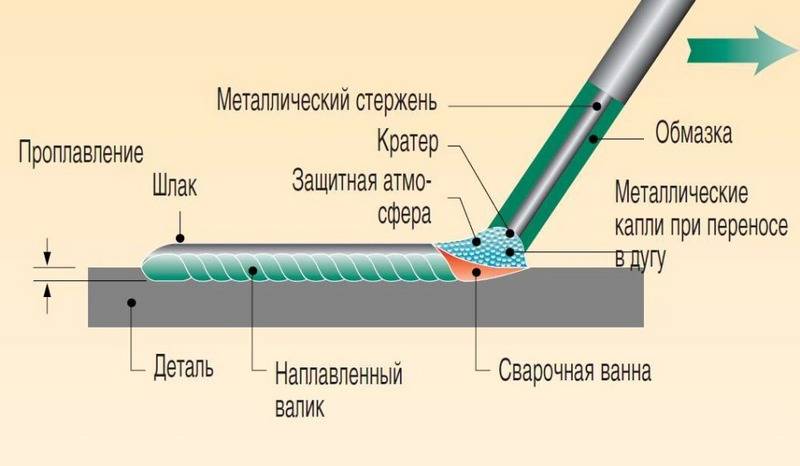
Дальнейшие действия проводятся в виде удерживания электрода на небольшом расстоянии от металла, и его перемещение вдоль участка для наложения сварочного шва. В ходе образования дуги происходит плавление стального сердечника, который образует сварочную ванну, соединяя при этом металлические детали. Поверхность свариваемого металла не плавится.
Как правильно использовать инверторный сварочный аппарат
В опытных руках инвертор способен дать хороший шов, нужно следовать трем правилам:
- выставить оптимальную силу тока;
- выбрать правильный диаметр электрода;
- учесть толщину свариваемых деталей.
Диаметр – основной залог качественного шва, он него же зависит и плотность тока. Нельзя, чтобы плотность была выше, потому что дуга будет нестабильной, а значит металл хуже сварится и шов будет шире.
Конечно, это не повлияет на качество, но если важна эстетика, то лучше избежать этого. Если нужно варить тонкие изделия, то лучше взять полуавтоматический аппарат.
Чтобы узнать оптимальную силу тока при работе с выбранными стержни, достаточно посмотреть маркировку на упаковке. Отклоняться от этого параметра не рекомендуется.
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Что такое сварочный инвертор?
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.
Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов)
Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод
Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
Схема выбора
Есть несколько принципов, которые помогают выбрать электроды для сварки инвертором.
При выполнении заказов лучше выбирать сварочные элементы иностранного производства с основным покрытием. Если работа выполняется на любительском уровне для себя, то можно взять стержни российского производства.
Нужно оценить состояние свариваемых деталей. Если металл поврежден коррозией, варят рутиловыми стержнями.
Грамотная оценка толщины металла позволяет выбрать диаметр стержня и силу тока для сварки инвертором. Опираясь на эти принципы, можно подобрать правильный инструмент на работе и добиться надежных швов.
1 Что представляет собой инверторная сварка?
Сварочные инверторы уже достаточно давно вытеснили стандартные трансформаторные агрегаты, использовавшиеся ранее. Связано это с тем, что недорогой и простой в эксплуатации инвертор дает возможность качественно и весьма оперативно сваривать любые металлические конструкции и детали.

Как правило, такие аппараты применяются при осуществлении дугового сварочного процесса методом плавления в качестве высоконадежных источников питания. Инверторы характеризуются неизменным показателем и стабильностью сварочного тока, что гарантирует получение сверхпрочного соединения материалов за счет превосходного качества получаемого шва.
Под инверторной сваркой в общем случае понимают процесс, предполагающий использование специального агрегата, способного формировать при включении источника тока переменное напряжение. В операции сваривания при помощи инверторного аппарата “участвуют” и другие приспособления, включенные в схему сварки:
- система управления;
- сетевой выпрямитель и фильтр;
- трансформатор (высокочастотный);
- преобразователь частоты.

Ну, а главными инструментами для инверторной сварки являются, конечно же, разные виды электродов. Они представляют собой металлические электропроводящие стержни, требуемые для подвода к сварочной зоне тока. Здесь стоит учитывать, что различные виды сварочных агрегатов (даже полностью однотипных) используют разные электроды. Поэтому подбор таких стержней, подающих ток, следует осуществлять грамотно.
Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 — универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Электроды УОНИ 13/55
Правильная технология: как сваривать тонкий металл электросваркой
Ширина заготовки не влияет на три основных этапа:
- подготовка;
- сваривание;
- шлифовка, зачистка швов.
Подробнее о первых двух.
Подготовительные работы
Необходимо убрать все загрязнения, особенно следует уделить внимание месту, к которому крепится масса сварочного аппарата. Ржавчину можно снять наждачкой
Если изделия оцинкованное, то можно зачистить поверхность с помощью болгарки, или варить прямо по цинку – вещество расплавится в момент нагрева.
Сваривание
- Чтобы дуга быстрее зажглась, перед началом зачистите электрод от обмазки на крайние 5 мм.
- Зажигать электродугу можно двумя классическими способами – чирканьем или постукиванием.
- Сварная ванна должна иметь форму овала.
- Держите дистанцию, чтобы проводник не налипал.
- Если на аппарате есть специальный режим антиприлипания, воспользуйтесь им. Он работает так: при приближении насадки к заготовке автоматически снижается напряжение оборудования. Если же дуга слишком сильно растянута, происходит обратный процесс и ток прибавляется. В результате получается стабильный шов даже при неравномерном проведении.
- Идеальный градус угла – 60 градусов. Его нужно сделать перед тем, как сварить тонкий металл электродом. Если делать показатель меньше, то сварное соединение получится выпуклым.
- Оптимальное движение – зигзаг. При этом не имеет значения направление от себя или к себе.
- Скорость перемещения рукояти должна быть достаточно высокой, но при этом отличаться постоянством.
Посмотрим видео самого процесса:
Для начинающих
РЕСАНТА МР-3
Плюсы
- Легкий розжиг
- Невысокий процент шлака
- Устойчивость
- Сухость
- Не липнет
Минусы
Быстрый расход
От 160 ₽
Добротные электроды, которые очень удобно разжигать с помощью специального элемента на конце. Хорошо горят даже во влажном состоянии. При работе не прилипают к поверхностям и обеспечивают правильное расположение швов. Предназначены для ручной дуговой сварки стальных конструкций переменным или постоянным током. В состав входит специальное рутиловое покрытие, позволяющее использовать электроды для инверторной сварки, а также гарантирующее отсутствие трещин в швах после остывания конструкции.
ESAB АНО-21

Плюсы
- Универсальность
- Упаковки хватает на долгое время
- Высокое качество горения
- Шов с конструкцией образуют монолит
- Отсутствие шлаков
Минусы
Высокая стоимость
От 750 ₽
Лучшие электроды из металлического сплава для ручной дуговой сварки. Используются при работе с конструкциями из углеродистой стали и обеспечивают качественное соединение деталей. Длины 35 см хватает на выполнение длинного шва без каких-либо переходов или трещин. Комплект поставляется в коробке весом 5.3 кг.
Quattro Elementi 770-414

Плюсы
- Стабильно зажигаются
- Равномерно варят трубы
- Не нужно перестраиваться от электрода к электроду
- Стабильное остывание
- Качественный шов
Минусы
Много шлаков
От 240 ₽
Универсальные компоненты для сварки низкоуглеродистой стали. Функционируют с рабочим током 60-70 А, что позволяет использовать электроды вместе со сварочным оборудованием начального уровня. Рутиловое покрытие обеспечивает равномерность шва по всей длине. Поставляются сразу в комплекте, вес которого составляет около 0.9 кг. Расходуются достаточно быстро, так что для крупных работ одной упаковки может не хватить.
PlasmaTec Арсенал МР-3

Плюсы
- Стабильность свойств по всей длине
- Мало шлака
- Металл затекает в зазоры в процессе работы
- Удобно проваривать углы
Минусы
Шов очень твердый и не подойдет конструкциям с высокими динамическими нагрузками
От 400 ₽
Неплохой вариант, позволяющий варить инвертором новичку без каких-либо сложностей. Изготовлены из углеродистой стали с рутиловым покрытием для обеспечения равномерного наложения шва. Разгораются очень быстро и не требуют долго чиркать о какую-либо поверхность. Обладают характерным зеленым оттенком, с которым достаточно работать на темных поверхностях.
LINCOLN ELECTRIC АНО-4

Плюсы
- Сразу большой объем электродов
- Необходимый уровень вязкости
- Равномерность нанесения
- Относительно невысокая стоимость
Минусы
Не самая лучшая оптимизация для начинающих
От 580 ₽
Эффективные электроды для начинающих, характеризующиеся сопротивлением разрыву в 450 МПа и показателем относительного удлинения в 18 %. Такие характеристики позволяют использовать швы даже в достаточно серьезных конструкциях, испытывающих высокие нагрузки. Компоненты поставляются сразу в большом объеме 5 кг, так что одной покупки хватит на долгое время.
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО известного производителя ESAB
Классификация сварочных электродов плавящегося типа
Перед началом работы электроды для сварки инвертором подбираются в соответствии с материалом свариваемых элементов. Поскольку металл, составляющий их основу, в процессе формирования шва заполняет пространство между деталями, для лучшего контакта с ними он должен иметь схожий компонентный состав и внутреннюю структуру. Поэтому существуют расходные материалы для сварки алюминия, меди, чугуна и прочих черных и цветных металлов.

Самое большое распространение в строительстве и промышленном производстве получили стальные электроды, разделяемые ГОСТ на несколько групп:
- для углеродистых и низколегированных сталей;
- для легированных сплавов;
- для термостойких легированных сталей;
- для высоколегированных сплавов;
- для наплавления добавочных наружных слоев со специальными свойствами.
Каждое изделие имеет в своей основе длинный цилиндрический сердечник, окруженный с боков наружной обмазкой. Она нужна для защиты зоны сварки от вредного контакта с кислородом воздуха. По соотношению диаметров наружной оболочки и металлической сердцевины различают изделия с тонким, средним, толстым и особо толстым покрытием. Выделяют покрытия четырех главных типов:
- основное;
- целлюлозное;
- рутиловое;
- кислое.
Иногда применяются обмазки смешанного состава. Рассмотрим подробнее каждый тип.
Электрод, свойства, назначение
Сварочный электрод – это отрезок металлического стержня, покрытого протекционным слоем. Когда возникает вопрос, как выбрать электроды для сварки, в первую очередь рассматривается его тип, материал сердечника и покрытия. По первому признаку они разделяются на две категории:
- Подверженные расплавлению в ходе сварочных работ. Изготавливаются из специальной проволоки. Применяются для цветных и стальных сплавов от малой до средней глубины шва.
- Не плавящиеся. Это углеродные, графитовые или вольфрамовые электроды. Предназначается для сварки титана, алюминия, магния, меди и др. металлов. Применяются в газодуговой технологии.
Инверторная сварка плавящимся электродомИсточник rocta.ru
Современные широкодоступные лучшие электроды для инверторной сварки относятся прежде всего к первой категории. Процесс сварочной технологии характеризуется расплавлением как материала самого сердечника, так и его покрытия под действием высокотемпературной плазменной дуги. Образуемые в результате испарения обмазки газы препятствуют окислению раскаленного металла и способствуют образованию качественного долговечного сварного шва с поверхностной защитной пленкой.
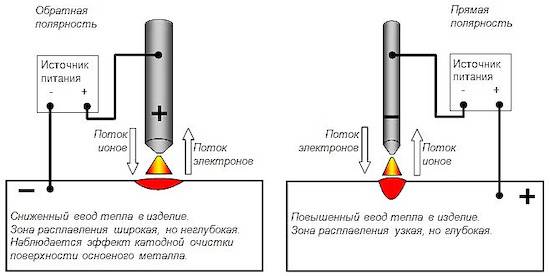
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов
Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.

Как варить инвертором: советы новичкам

Выбираем электроды для сварки инвертором

Сварка нержавейки инвертором
Контактная сварка из инвертора

Сварка чугуна электродом в домашних условиях

Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом



