Причины залипания электрода при инверторной сварке
Попробуем отделить причины, на которые мы повлиять не можем:
низкое или неровное сетевое напряжение, которое приводит к слишком низкому сварочному току.
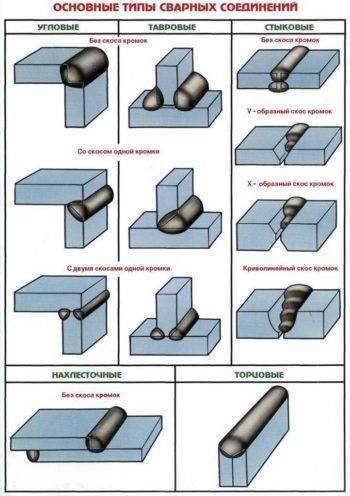 Виды сварных соединений.
Виды сварных соединений.
Причины, которые мы изменить можем:
- высокая влажность обмазки и наконечников из-за неправильного хранения гигроскопичных электродов;
- низкое качество электродов и их покрытия;
- неверный выбор электрода для сварки конкретных металлов или сплавов;
- неправильные настройки инвертора;
- неверно выставленная полярность сварочного тока;
- обрыв кабеля или нарушенный контакт держателя;
- некачественная очистка поверхностей свариваемых деталей
- грязный электрод;
- некомпетентность сварщика.
Как видите, на одно не зависящее от вас обстоятельство приходится девять факторов, с которыми очень даже можно поработать, чтобы избавиться от неприятного сварочного «синдрома» в виде залипания электродов. А если разобраться, то и со скачками сетевого напряжения можно справиться. Так что все в ваших руках.
Вторая по частоте причина – отсыревшие электроды вследствие неправильного хранения. Дело в том, что большинство расходников с покрытием чрезвычайно гигроскопичны – впитывают влагу где только возможно.
Производители выпускают такую продукцию в полиэтиленовых упаковках. При малейшем нарушении целостности влагонепроницаемой упаковки такие электроды становятся влажными и всегда будут прилипать во время сварки.
«Неправильные» электроды могут встретиться в трех вариантах.
Первый вариант – это неверно подобранные расходники для конкретного металла или сплава. Самые первое требование – они должны быть только для постоянного тока! Сварка с инвертором подразумевает только такой вид расходников. Если вам попадется экземпляр для работы с переменным током, вы получите нестабильную дугу и перегрев металла. Капля расплавленного металла как раз и припечатает намертво наконечник к поверхности. Возникает вопрос: какие электроды лучше выбирать для сварки инвертором – обычные низколегированные без особых требований или высоколегированные? Однозначного ответа вам никто не даст. Потому что отбирать материал для сварки нужно по многим критериям для определенных металлов и оборудования. Просто эти критерии нужно учитывать точно и безоговорочно.
Второй – старый расходник с обсыпавшейся обмазкой
Кончик – самое важное и одновременно самое уязвимое место: там обычно и обсыпается старая обмазка. Такой экземпляр обязательно залипнет
Часто встречаются случаи, когда кончик не обсыпался и сохранился целым, но сам расходник долго лежал и попросту старый. Забыв проверить срок изготовления, мастер начинает ломать голову, почему залипает электрод при сварке инвертором, и не может найти истинную причину.
Третий вариант – низкое качество от самого производителя. Здесь мастера сталкиваются с дилеммой. Расходники от знаменитых фирм – довольно дорогой материал, поэтому всегда есть искушение приобрести что-нибудь подешевле. Такого «что-нибудь» на рынке масса: расходники весьма сомнительного качества с покрытием из непонятных смесей, в которых о соблюдении стандартов даже говорить не приходится. Это еще полбеды. Настоящая беда – частые подделки под немецкую или шведскую продукцию. Решением данной проблемы будет выбор солидных поставщиков, проверка сертификатов продукции. И не забывать пословицу «скупой платит дважды», которая относится, прежде всего, к покупке качественных электродов. В сварочном деле можно экономить на многом. Но не на электродах. Еще раз: не на электродах!
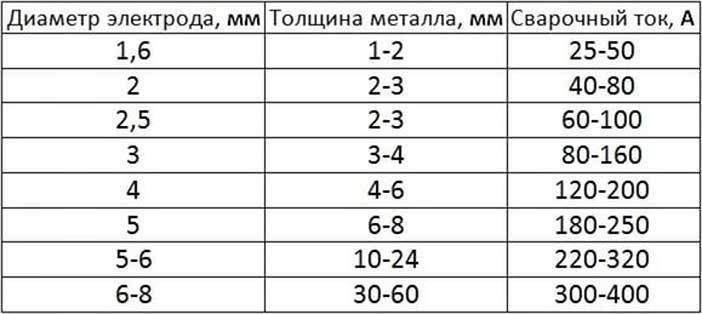
Установка неправильного сварочного тока – слишком низкой мощности. Такая ситуация может произойти в результате неграмотных установок инверторного аппарата. Мощность тока должна точно соответствовать двум вещам: толщине кромок металлических заготовок и диаметру расходника. Иногда несоответствие такого рода возникает из-за элементарного незнания, но чаще это происходит из-за сознательного снижения мощности тока.
К этому же «пакету бед» можно отнести и неверную технологию поджигания дуги. Частый способ – постукивание кончиком расходника по металлической заготовке, в результате чего происходит замыкание с мгновенным нагревом металла, за чем сразу же следует прилипание намертво.
Плохо очищенные металлические поверхности заготовок – отдельная история, которая упоминается практически в каждой статье, посвященной сварке. Тем не менее молодые мастера продолжают пренебрегать зачисткой деталей с соблюдением технологий. А ведь это самый понятный и нужный способ не только предупреждения залипания расходников, но и подготовительные работы, напрямую влияющие на высокое качество сварочного шва.
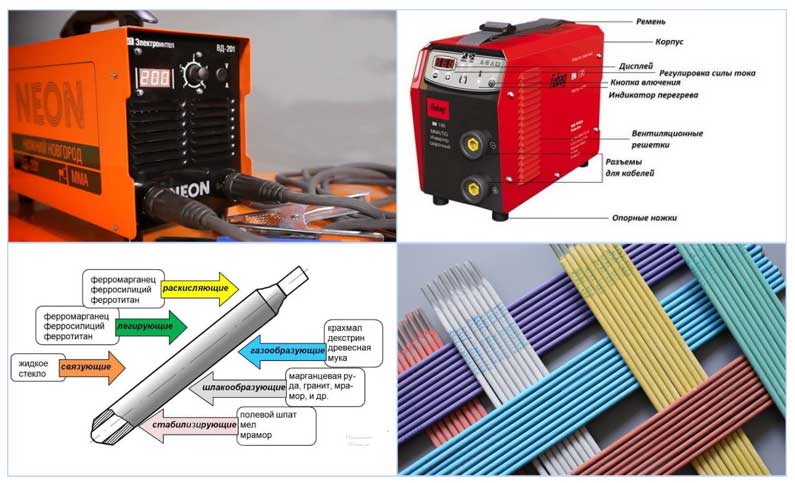
Виды покрытий электродов
Начинающий сварщик должен знать, не только как правильно выбрать силу тока при сварке инвертором, но и уметь определять электроды в зависимости от типа покрытия. Этот критерий оказывает влияние на качество и вид соединения металлических изделий.

Выделяют 4 вида покрытий электродов:
- Основное, оно обозначается «Б». Это распространенный тип обмазки. В ее составе присутствуют карбонаты кальция и магния. Главное преимущество состоит в том, в покрытии наблюдается низкий уровень водорода. Благодаря данным свойствам при использовании электродов во время сварочных работ получается качественный, механически прочный и очень пластичный шов, который обладает отличной ударной вязкостью. К популярным электродам, имеющие основное покрытие, относятся такие марки – УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45. Однако не стоит забывать про характерный недостаток – при их применении образуется большое количество шлака.
- Рутиловое, обозначается в виде буквы «Р». Это также одно из популярных покрытий. В основе имеется рутил (диоксид титана). А вот как правильно выставить сварочный ток для таких стержней, указывается в инструкции к ним. Обычно напряжение также выставляется в зависимости от диаметра. При использовании электродов с рутиловым покрытием обеспечивается легкий первичный розжиг, а также не возникает сложностей при последующих розжигах. Горение дуги стабильное на протяжении всего сварочного процесса. Минимальное разбрызгивание расплавленного металла, происходит легкое отделение корки из шлака.
- Кислое «А». В состав этого покрытия входит железо, кремний, марганец и другие компоненты. При помощи стержней с кислой обмазкой можно производить сваривание покрытий с окалиной и ржавчиной. Они противостоят образованию в швах металла воздушных каналов. Однако иногда в структуре металлов могут появляться горячие трещины.
- Целлюлозное «Ц». В состав покрытия входят такие компоненты, как целлюлоза, органические смолы, ферросплавы, другие вещества. Они отлично подходят для проведения сварочных работ в вертикальном положении. Это связано с тем, что они обеспечивают полноценное выделение защитных газов и снижают уровень шлаков. Но при их использовании отмечается сильное разбрызгивание жидкого металла. Также при сварке повышается показатель водорода, это может ухудшить качество соединения.
Перед тем как проводить сварочные работы стоит рассмотреть главные параметры, от которых зависит прочность соединения. Чтобы в дальнейшем конструкция быстро не сломалась, сварщик обязательно должен выполнить точные расчеты тока и диаметра стержней. Опытные сварщики делают обычно это самостоятельно без специальных таблиц и формул, а вот новички часто ошибаются. В любом случае стоит учитывать, что для электрода 3 мм средняя сила тока должна быть в пределах 80-90 Ампер. Этот показатель можно будет уменьшить или повысить в процессе сваривания. Это же относится к расходникам большего диаметра.










2 Лучшие электроды для инверторной сварки – какие они?
Электроды плавящегося типа, используемые при инверторной и вообще при дуговой ручной сварке, производятся из сварочной проволоки, соответствующей требованиям Государственного стандарта 1970 года 2246. Согласно данному ГОСТ, все электроды для сварки с применением инверторного агрегата делятся на:
- легированные: изготавливаются из проволоки Св-08Х3Г2СМ, Св-08ГСМТ, Св-10Х5М, Св-08ГС, Св-08ХГСМА, Св-08ХН2ГМТА, Св-15ГСТЮЦА, Св-06Н3, Св-08ХНМ, Св-08ХГ2С, Св-08Г2С, СВ-08ХГСМФА и других;
- углеродистые: из проволоки Св-10Г2, Св-08ГА, Св-08, Св-10ГА, Св-08АА, Св-08А и Св-08ГА;
- высоколегированные: из проволоки Св-30Х15Н35В3Б3Т, Св-10Х20Н15, Св-12Х13, Св-30Х25Н16Г7, Св-04Х19Н9С2, Св-10Х11НВМФ, Св-06Х20Н11М3ТБ, Св-08Н50, Св-07Х25Н13, Св-12Х11НМФ, Св-04Х19Н11М3, Св-01Х23Н28М3Д3Т, Св-10Х17Т и многих других.

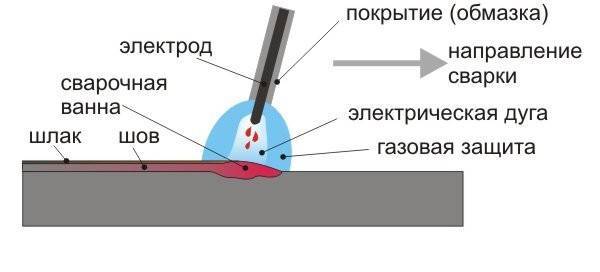
На стержень электрода (на поверхность) наносят покрытие способом опрессовки. Такое покрытие, во-первых, предохраняет от атмосферных влияний сварочную ванну, а во-вторых, позволяет дуге гореть более устойчиво.
Сварщики-новички, использующие инвертор, должны знать, что все электроды делят на две группы. В первую входят изделия, которые предназначены для соединения ответственных металлоконструкций, во вторую – обычных. Специалисты советуют выбирать электроды УОНИ для сварки ответственных изделий и АНО либо МР–3 для сварки обычных. Отметим – марка электродов УОНИ считается весьма “капризной”. С такими стержнями сможет работать далеко не каждый начинающий работник, не имеющий реального опыта выполнения сварочных мероприятий.

Сейчас самыми популярными марками электродов для инверторов признаются следующие изделия:
- УОНИ–13/55: востребованы среди опытных сварщиков. Данные сварочные стержни позволяют получить действительно качественный шов (в том числе и при низких температурах окружающего воздуха) с оптимальным показателем плотности.
- МР–3С: используются при высоких требованиях, выдвигаемых к шву, для соединения деталей переменным и постоянным током обратной полярности.
- МР–3: пожалуй, самая универсальная марка стержней. С их помощью можно сваривать металл с загрязненной поверхностью, а также влажные и ржавые конструкции.
- АНО: без сомнения, наиболее покупаемые в России электроды. Они не нуждаются в предварительной прокалке, зажигаются без каких-либо усилий и гарантируют отличный итог сварочных работ (даже в тех случаях, когда сварка выполняется человеком, впервые взявшим в руки аппарат для сварки).
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
 Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
 Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.









Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
- толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø – 4 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.










Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Сварочный процесс
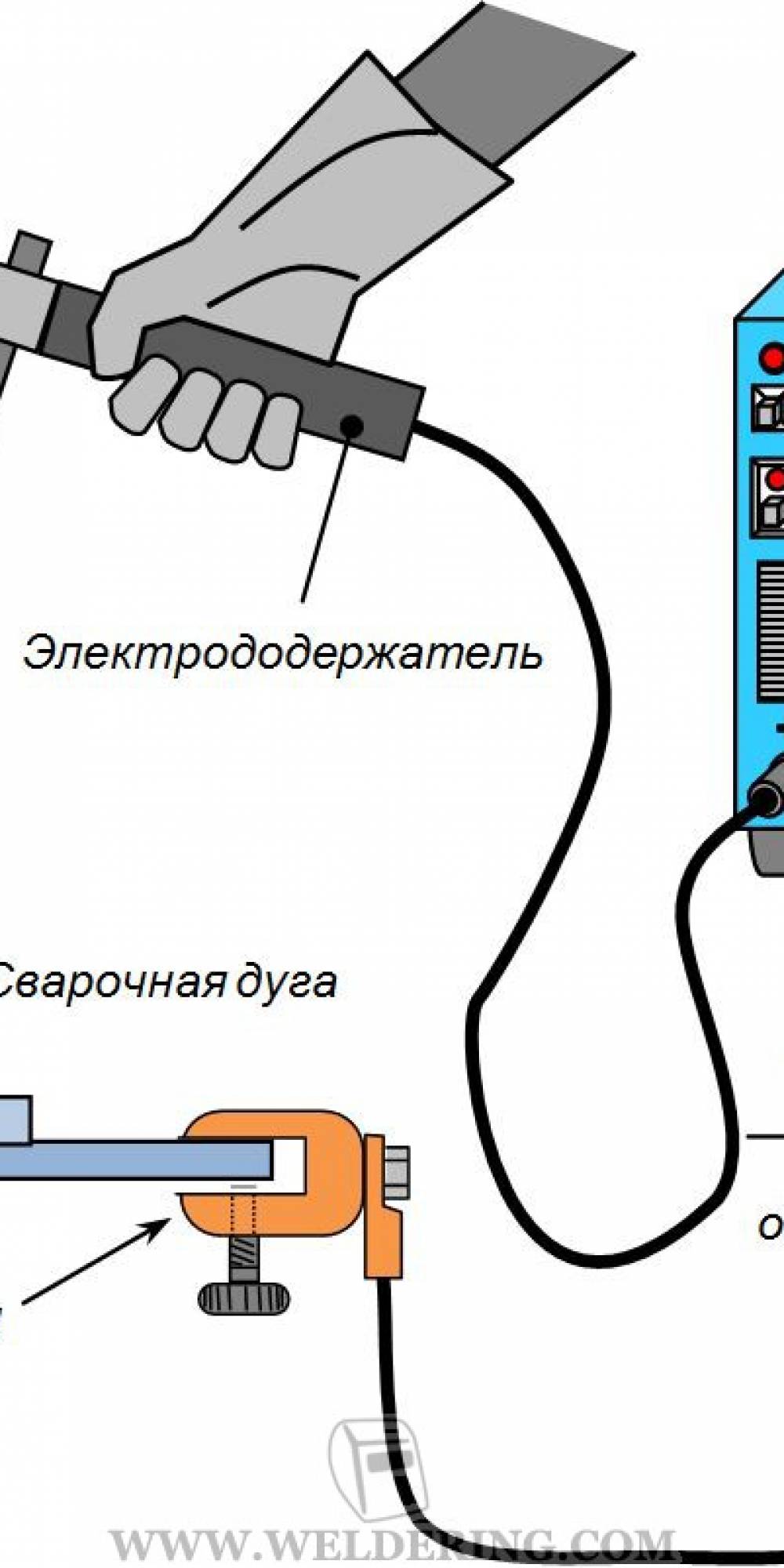
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.. Теперь, что касается силы тока при сварке инвертором
Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом
Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима
Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Какие электроды выбрать для сварки инвертором новичку?
Так как, данная статья по большому счету для новичков, я решил дать совет. Какие электроды использовать для сварки инвертором. Лично я считаю, что удобнее и проще производить сварочные работы электродами марки АНО — 21, с диаметром 3 мм. Я уверен, что сварщику-новичку не придется работать с ответственными, массивными конструкциями как минимум первое время. По этому АНО — 21 самый раз для него. С помощью этих электродов удастся немного «набить» руку, заработать больше уверенности в своих способностях и уже тогда, браться за более ответственные металлоконструкции.







Как выбрать силу сварочного тока новичку! Не забудьте прочитать.
Почему именно АНО — 21
Возможно кто-то решит задать вопрос, почему именно электроды марки АНО — 21… Ну что же, это лично моё мнение, основанное на моём опыте. Плюс к тому, каждый опытный сварщик знает, что АНО — 21 отлично разжигает дугу, стабильно горит, мягко варит. Шов получается с мелкой чешуёй. В общем, такими электродами не сложно выполнять сварочные работы. А так же, АНО — 21 имеют сравнительно не высокую цену и продаются в каждом специализированном магазине. Главное иметь хотя бы базовые навыки сварки.
Вместо заключения
Ну что сказать, ровной дуги коллеги. Занимайтесь своим делом и получайте от этого удовольствие. Настоящие удовольствие обеспечивает качественно выполненная работа!
Благодарю вас за внимание. Не забывайте делиться статьёй с друзьями в соц
сетях. Для этого мы приготовили специальные кнопки ниже.
Так же, если возникнут вопросы, мы всегда рады на них ответить. Пишите в комментарии или оформите свой вопрос в предоставленной форме.
Какими электродами варить нержавейку с чёрным металлом
 На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.

Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.








Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.



