Электрохимическая металлизация
Данная технология требует знания правил электротехнических работ, использования резиновых перчаток и соответствующей обуви во избежание ожогов и поражения током.
Оборудование
Для выполнения работ понадобится эмалированная ванна, паяльная лампа. Готовится установка для металлизации — токопроводящее основание, к которому будут крепиться обрабатываемые детали. Подводится ток.
Реагенты
Процесс проводится в растворе электролита, для подготовки поверхности необходим щелочной раствор или раствор гидроксида натрия в теплой воде. Для хромирования деталей используют 6-валентный хромовый ангидрид и 3-валентный сульфат или хлорид хрома.
Подготовка изделия
Поверхности тщательно зачищаются от жировых, масляных пятен, окрасочных слоев с помощью наждачной бумаги, очищается от пыли, затем промывается обезжиривающим составом и дистиллированной водой.

Процесс металлизации
Для получения качественного результата важно соблюдать температурный режим (80°С) и постоянную плотность тока. Изделия закрепляются на токопроводящем основании, подводится ток, опускаются в ванну с электролитом на 1 час
Для укрепления слоя хрома предварительно возможно нанесение промежуточного слоя из другого металла — меди или никеля. Хромированное изделие для увеличения прочности слоя и долговечности можно покрыть прозрачным или тонированным лаком.
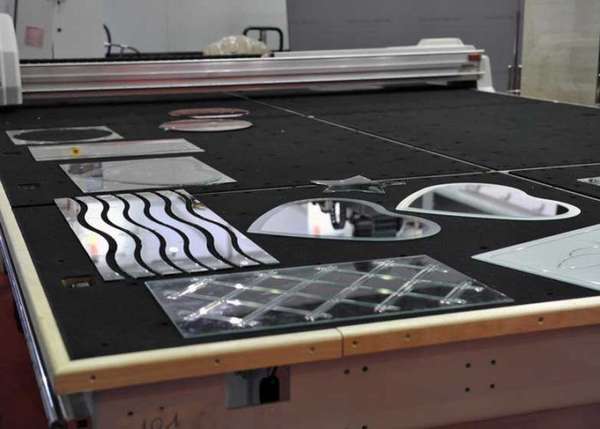
Производство зеркального пластика
Металлизация направлена на получение изделия высокого качества с выраженными декоративными параметрами, прочное, стойкое по отношению к воздействию химических, механических факторов.
Современные технологии позволяют получить новые материалы, способные заменить в интерьере классическое зеркало. Зеркальный пластик — полимеры на базе ПВХ, полистирола, акрила, которые используются в оформлении жилых, офисных, выставочных, торговых помещений, а также клубов, ресторанов. Материалом можно покрывать значительные пространства или декорировать только колонны, потолки, ниши. Также из металлизированного пластика изготавливают таблички, вывески и другие мелкие элементы.
Кроме того, пластиковые поверхности с зеркальным напылением используются:
- в наружном остеклении зданий и сооружений, включая оформление витрин;
- в комнатах для переговоров и других подобных помещениях с целью обеспечения конфиденциальности;
- для обустройства некоторых интерьерных конструкций, например, скрытых коммуникационных каналов.
Чтобы сделать зеркальный пластик, ведется производство методом нанесения металлического тонкопленочного покрытия на основе титана и его соединений, а также некоторых других составов. Технология металлизации позволяет получить на выходе изделие из пластмассы не только декоративное, но также высокопрочное и устойчивое к механическим и химическим воздействиям.
Акрил
Основными преимуществами зеркального акрила являются: его легкость, прочность, устойчивость к ударам, влагонепроницаемость, высокая отражающая способность. Материал отлично гнется (панель толщиной 3 мм гнется с радиусом до 1150 мм, толщиной 6 мм – до 2300 мм), легко обрабатывается. Его можно пилить ножовкой с полотнами для работы с фанерой, сверлится инструментом для мягкого металла, на него можно наносить гравировку. Акрил податлив любому декорированию – его окрашивают, наносят на него изображения методом аппликаций, трафаретной печати, горячего тиснения. Кроме того, он не требует трудоемкого ухода, его можно использовать под воздействием УФ-излучения.
Сфера применения материала:
- в производстве рекламных и презентационных продуктов;
- декорирование интерьеров и витрин;
- изготовление сувенирной продукции;
- оформление вывесок, указателей и других подобных элементов;
- приборостроение;
- производство мебели;
- разнообразное рукоделие.
Оргстекло
Этот зеркальный листовой материал обладает отличными отражающими показателями, податлив любой обработке, включая резку лазером. Он используется для реализации дизайнерских идей, для оформления развлекательных, выставочных и торговых заведений, изготовления разнообразных табличек, указателей, при производстве декоративных элементов. Из-за некоторых особых свойств исходного материала его не рекомендуется применять под открытым небом.
Поликарбонат
Зеркальный поликарбонат отличается высококачественной гладкой глянцевой поверхностью, практически не уступающей традиционному зеркалу. Особенная влагостойкость полимера позволяет использовать его даже в ванных комнатах и других «влажных» зонах.
Что защищают металлом
Металлизация может быть различной, и разные металлические пленки используются для автомобильных деталей с целью защиты от коррозии и/или восстановления изношенной детали. Так, металлизации может быть подвергнут весь кузов автомобиля: цинкование значительно увеличит срок его службы, и оцинкованные кузова весьма ценятся среди автолюбителей. Правда, покрыть цинком весь кузов автомобиля довольно затруднительно и дорого, поэтому чаще всего ограничиваются цинкованием наиболее страдающих от коррозии деталей: порогов и крыльев автомобиля. Оцинкованные детали практически не подвержены влиянию окружающей среды, и даже при нарушении лакокрасочного покрытия сохраняют все свои эксплуатационные качества, а коррозия не развивается – разумеется, в том случае, если при этом не разрушен цинковый защитный слой. Хромирование популярно для литых автомобильных дисков – с помощью покрытия хромом можно восстановить эстетику изношенного диска, а также придать ему дополнительную прочность. Также популярна металлизация пластмасс – таких, как колпаки автомобильных дисков, накладки на автомобильные зеркала (в том числе и на зеркало заднего вида), а также разнообразная металлизация пластика для мотоциклов и скутеров. Кроме того, с помощью хромирования, а также покрытием другими металлами, восстанавливают отражатели автомобильной оптики – очень популярная услуга, позволяющая сэкономить автовладельцу довольно существенную сумму на приобретение новой фары.
Преимущества вакуумной металлизации
У данной технологии есть довольно большое количество преимуществ:
- Возможность автоматизации процесса. Как ранее было отмечено, устанавливаемое оборудование позволяет максимально автоматизировать рассматриваемый процесс, за счет чего снижается вероятность появления дефектов из-за ошибки человека.
- Получаемая поверхность будет равномерной, что обеспечивает привлекательный вид и высокие эксплуатационные качества детали. Как правило, после металлизации поверхность полимеров напоминает шлифованный металл.
- При соблюдении технологии напыления поверхностный слой может прослужить в течении многих лет. Этап контроля качества позволяет исключить вероятность откалывания поверхностного напыляемого слоя или его быстрое истирание.
- Подобным образом можно придать изделию самые различные качества: коррозионную стойкость, электрическую проводимость, уменьшить степень трения, повысить твердость поверхности. В большинстве случаев вакуумная металлизация применяется для декорирования деталей.
- Основные эксплуатационные качества подложки остаются практически неизменными. Нагрев материала при этапе просушки проходит до температуры, которая не приведет к перестроению его структуры.
- Технология может применяться на финишном этапе изготовления детали. При правильном выполнении всех этапов проводить доработку обрабатываемых деталей не нужно.

Если рассматривать недостатки, то следует отметить сложность процесса перехода напыляемого вещества из одного состояния в другой. Обеспечить требуемые условия можно исключительно при установке специального оборудования. Поэтому своими руками провести вакуумную металлизацию с обеспечением высокого качества поверхности практически не возможно.
В заключение отметим, что даже небольшая толщина металлического слоя на полимерном покрытии способна придать полимерам металлический блеск и электропроводность, защитить структуру от воздействия солнечного света и атмосферного старения. При этом создаваемый слой может иметь толщину всего несколько долей миллиметра, за счет чего вес изделия остается практически неизменным. Кроме этого вакуумная металлизация позволяет получить совершенно уникальный материал, который будет обладать гибкостью и легкостью, а также свойствами, которые присущи металлам.
Вакуумное напыление – принцип работы и технология вакуумного плазменного напыления. Наиболее распространенные методы вакуумного напыления. Ионно вакуумное напыление и принцип его работы. Процесс вакуумного напыления алюминия и его эффективность. Главные особенности вакуумного напыления металла и его отличие от вакуумно ионно плазменного напыления металла. Где можно окупить установку вакуумного напыления по низкой цене
Вакуумное напыление – это процесс, в котором на данном этапе нуждается большая часть современных предприятий. Используется данный метод зачастую на тех производствах, которые занимаются выпуском различной продукции, каким-то образом связанной с дальнейшей эксплуатацией.
Это может быть, как обычное оборудование, так и зубные изделия, которые также нуждаются в процессе вакуумного напыления. Как бы это странно не звучало, но именно медицинская отрасль является одним из тех направлений, где процесс вакуумного напыления используется чаще всего. Использовать в данной отрасли, его можно, как в роли улучшения свойств оборудования для работы, так и в роли покрытия различных материалов, либо же изделий.
Установка вакуумного напыления – это одна из наиболее важных составляющих данного процесса. Мало кто будет спорить с тем, что именно установка вакуумного напыления позволяет производить данный процесс, причем делать это довольно быстро. Принцип работы подобных установок максимально прост. Изначально, внутри подобных систем создается состояние первичного разрежения, которое позволяет превратить кристаллический порошок в специальную смесь, которую можно в дальнейшем наносить на разные покрытия. Далее, внутри установки значительно поднимается уровень давления, что приводи к активному образованию вакуума внутри системы. Далее, вакуум производит процесс, вспрыскивания напыления, которое сразу же оседает на нужном материале, который и будет поддаваться такой обработке.
Еще один очень важный вопрос – это надежность данного процесса. Судя по конструкции и принципу работы подобных установок, не трудно понять, что сделаны, они максимально продумано. Но нельзя исключать и вероятность поломок подобного оборудования. Но даже такая ситуация не окажется столь сложной, ведь подобное оборудование, является вполне ремонтопригодным и довольно легко поддается починке.
Цель меднения металлов и сферы их применения
Медь обладает совокупностью свойств, которые определяют условия ее применения при меднении металлов и неметаллических материалов. Она пластична, легко поддается полировке, а гальванический слой после меднения практически не имеет пор. По этой причине медные покрытия очень часто используют в качестве подслоя при хромировании и никелировании изделий, которые эксплуатируются в условиях постоянных сжатий и растяжений. Пластичность меди является идеальным условием для ее применения в гальванопластике. Толстослойное меднение художественных изделий и сложных моделей позволяет создавать их абсолютно точные копии, которые не трескаются и не деформируются при снятии с оригинала.
Медь обладает лучшей среди недрагоценных металлов электропроводностью и хорошо паяется. Поэтому меднение стальных изделий широко используется в радиотехнике и электротехнике при изготовлении проводников, контактов, деталей антенн и волноводов. В условиях применения высокочастотных сигналов на медное покрытие приходится большая плотность тока (скин-эффект), что снижает общее сопротивление проводника.
Приготовление и корректировка электролита
Для приготовления электролита используется дистиллированная вода. Состав готовится непосредственно в ванне хромирования – рассчитанное количество хромового ангидрида растворяют, после чего производится замер количества серной кислоты, попавшей в раствор (хромовый ангидрид имеет незначительные примеси серной кислоты). По результатам анализа в раствор добавляют недостающее количество серной кислоты, раствор тщательно перемешивают. Перед тем как приступить к процессу хромирования электролит проходит проработку током при использовании свинцовых анодов и стальных катодов. Температура процесса подготовки 45-600С, плотность тока такая же, как при хромировании. Подготовка проводится с целью накопления в гальванической ванне 2-3% трехвалентного хрома, что требует от 2-х до 6-ти часов. Содержание трехвалентного хрома не должно превышать указанной величины, так как в обратном случае качество покрытия снижается. Анализ состава электролита проводят обычно не реже одного раза в неделю. При необходимости производится его корректировка. Содержание хромового ангидрида в электролите проверяется каждую смену. Замер удельного веса электролита производят с помощью ареометра, затем, по специальной таблице определяют содержание ангидрида.
Рассмотрим подробнее виды покрытия хромом.
5 Несколько слов о металлизации печатных плат
Надежность эксплуатации печатных плат напрямую зависит от того, насколько качественно выполнена металлизация сквозных отверстий в них. В ходе процесса в отверстиях осаждается медь. Это, по сути, электрохимическая обработка печатных плат, которая не вызывает особых сложностей у опытных людей.
Метод металлизации сквозных отверстий в печатных платах состоит из двух этапов:
- сначала происходит активация меди за счет катализирующего воздействия палладия, входящего в состав смеси для обработки печатных плат;
- затем на центрах активации начинается процесс восстановления меди.
В результате этой двухстадийной операции в отверстиях печатных плат создается сплошное проводящее покрытие. При наличии спецоборудования и некоторых умений несложно выполнить металлизацию отверстий в домашних условиях.
1 этап. Подготовка поверхности
В состав этапа подготовки поверхности входят следующие операции:
- обезжиривание поверхности металла с помощью углеводородных растворителей в случае присутствия масляноо-жировых включений.
- обмыв участков старого лакокрасочного покрытия металлоконструкции с целью удаления солей, атмосферных загрязнений, закоксованностей;
- абразивоструйная, гидроабразивная или гидродинамическая очистка поверхности металла с целью удаления старого лакокрасочного покрытия, ржавчины, окалины и придания шероховатости;
- сушка поверхности ( при использовании технологий гидроабразивной или гидродинамической очистки)
- ручная очистка и закругление острых углов, кромок, удаление заусенцев и варочных брызг.
- обдувка сжатым воздухом и обеспыливание поверхности металла.
Контроль качества подготовленной поверхности осуществляется на предмет соответствия следующим критериям:
- абразивоструйная очистка должна быть осуществлена до степени, определенной регламентом (ППР), как правило, это степень SA 2- 2,5 — 3 по ISO 8501 и проверена визуально путем сравнения с эталоном;
- ручная очистка должна быть осуществлена до степени St 2- 2,5- 3 по ISO 8501 и проверена визуально путем сравнения эталоном;
- шероховатость Rz мкм (в зависимости от условий ППР) — проверяется с помощью компаратора или профилометра по ISO 8503-1
- степень обеспыливания по ISO 8502-3 — проверяется по количеству и размеру частиц пыли;
- степень обезжиривания проверяется люминесцентным способом по ГОСТ 12.2.052-81.
Контроль качества металлизационных покрытий
В процессе производства металлизационные покрытия оцениваются как по качеству поверхности, так и по прочности сцепления частиц наплавляемого металла с поверхностью изделий. Подобный контроль должен состоять из оценки внешнего вида, определения толщины и проверки прочности сцепления с основанием (адгезии). Наплавление должно иметь равномерное мелкозернистое строение и достаточно высокую чистоту поверхности (3-5 класс). При этом абсолютно недопустимым является наличие пропусков, вздутий и металлических брызг. Возможны только малозаметные различия в цветовых оттенках поверхностного металлизированного слоя.
К металлизированным покрытиям предъявляется целый ряд требований, среди них:
- прочность сцепления с основанием;
- мелкозернистая структура, отличающаяся наилучшими механическими свойствами;
- минимум пористости;
- равномерность толщины покрытия.
В отдельных случаях могут выставляться дополнительные требования, связанные с высокой твердостью, износоустойчивостью и др.
Осмотр внешнего вида
Визуальный осмотр металлизационных покрытий проводится невооруженным глазом. Конечный результат осмотра должен соответствовать требованиям технических условий на определенный вид покрытия.
Оценку качества покрытия наиболее важных изделий производят по эталонам. Покрытия никелированных деталей должны быть светлыми, блестящими и ровными. На поверхности не должно быть точечных пятен, черных полос, пузырей, трещин, отслаиваний и шероховатости. После полирования декоративные многослойные покрытия должны обладать равномерным блеском и высокой плотностью. Наличие механических дефектов в виде царапин, рисок и оголенных участков не допускается.
Особенности металлизации пластиков
Напыление на поверхности пластиковых деталей также способно изменить его электрические, физические и химические свойства. Нередко металлизацию используют и как средство повышения оптических качеств подобных заготовок. Главной же проблемой при выполнении таких операций является процесс интенсивного термического испарения, который неизбежно оказывает давление на потоки частиц, напыляющих поверхность элемента. Поэтому требуются специальные режимы регуляции диффузии основного материала и расходуемой массы.
Имеет свою специфику и вакуумная металлизация пластмасс, отличающихся жесткой структурой. В данном случае будет иметь значение присутствие защитных и грунтующих лаков. Для поддержания достаточного уровня адгезии с преодолением барьеров этих пленок может потребоваться повышение энергии термического воздействия. Но здесь же вновь возникает проблема с рисками разрушения пластиковой структуры под влиянием тепловых потоков. В итоге для снятия излишнего напряжения в рабочей среде вводятся модифицирующие компоненты наподобие пластификаторов и растворителей, позволяющих удерживать форму заготовки в оптимальном состоянии независимо от температурного режима.
Производители жидкого пластика
Производители двухкомпонентных пластиков, в основном, зарубежные:
- Cosmofen — немецкая компания «Weiss».
- CRYSTAL CLEAR – Smooth-On, США.
- Жидкий пластик марки PolyCast выпускают в Италии.
- NATICAST-производитель Италия.
- EasyFlo –Polytek, США.
- Axson F160 –Axson, Франция.
- ПУ пластик JETICAST 70 – Китай.
- Ярославский лакокрасочный завод «СпецЭмаль».
- Новосибирский ООО «ТЕХНОЦЕНТР» — Софрадекор (Sofradecor).
- Силагерм 4010 — ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ «ТЕХНОЛОГИЯ-ПЛАСТ».
- Жидкий ПВХ ТН – «ТехноНиколь».
Использование однокомпонентной жидкой пластмассы позволяет надежно защитить конструкции от негативных влияний, а двухкомпонентной создавать своими руками уникальные изделия.
Оборудование для вакуумной металлизации
У этой технологии, как и у других таких же сложных, имеются свои плюсы и минусы:
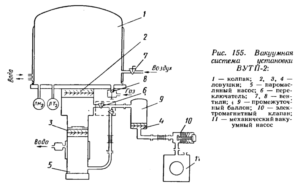 Аппарат для нанесения покрытий — схема
Аппарат для нанесения покрытий — схема
- необходимость использования дорогостоящего оборудования;
- большие расходы электроэнергии;
- потребность в просторном производственном помещении для размещения всех приспособлений и для полного технологического цикла изготовления.
Дополнительные расходы средств требуются при этом на технический процесс нанесения дополнительного слоя – защитного лака.
Установки вакуумного напыления представляют собой совокупность устройств, которые последовательно и самостоятельно выполняют ряд функций, необходимых для технологического процесса металлизации.
Основные функции:
- откачка воздуха для получения условий разрежения;
- распыление в определённых условиях металлических частиц на поверхность предметов;
- транспортировка обрабатываемых деталей;
- контроль режимов происходящих процессов вакуумного напыления;
- электропитание и другие вспомогательные приспособления.
Составляющие узлы вакуумной установки:
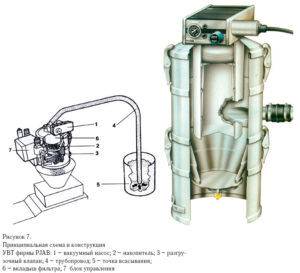 Устройства вакуумной транспортировки
Устройства вакуумной транспортировки
- Рабочая камера. В ней происходит сам процесс металлизации.
- Источник испаряемых металлов вместе с управляющими и энергообеспечивающими устройствами.
- Системы контроля и управления для регулировки температуры, скорости напыления, толщины плёнки, её физических свойств.
- Откачивающая и газораспределительная система, обеспечивающая получение вакуума и регулировку газовых потоков.
- Системы блокировки рабочих узлов, блоки электропитания.
- Транспортирующее устройство, определяющее подачу-извлечение из вакуумной камеры, смену положений деталей при нанесении металлопокрытия.
- Вспомогательные устройства – заслонки, внутрикамерные манипуляторы, газовые фильтры и др.
Особенности оборудования
 Процесс магнетронного напыления
Процесс магнетронного напыления
Установки для вакуумного процесса нанесения металлического слоя бывают магнетронные и ионно-плазменные. В любых из них необходимо достигать испарения вещества с поверхности металлических болванок, минуя стадию расплава металла.
При сублимационном способе процесс нагрева происходит быстро до температуры испарения, не допуская расплава. Для этого используются нагреватели, способные повышать кинетическую энергию вплоть до разрушения кристаллической решётки. Но некоторые металлы не сублимируют в вакууме, и поэтому с ними стадии расплава не избежать. Поэтому в таких случаях применяются дополнительные системы фильтров.
Способом вакуумного напыления металлического слоя покрываются изделия разных размеров: крупные (до 1 м) и совсем мелкие. Существуют технологии металлопокрытия многометровых тканей и плёнок – они перематываются из одного рулона в другой в процессе напыления в вакуумной камере. Поэтому бывают установки с рабочими камерами разных размеров:
- небольшие – несколько литров;
- крупные – несколько кубометров.
Сферы применения
Технология обработки поверхностей методом вакуумной металлизации применяется в производстве многих товаров:
- Сантехнической фурнитуры – сильфонов, кнопок смыва и др. Самая распространённая металлизация — алюминием, придающая изделиям хромированный вид.
- Мебельная фурнитура – ручки для мебельных дверок и ящиков, декоративные отделочные детали, вешалки для одежды и др.
- Зеркальные покрытия. Небьющиеся зеркала изготавливаются способом металлизации полимерных плёнок, натянутых на рамки.
- Кожгалантерея – пряжки для ремней, пуговицы, люверсы.
- Упаковочные материалы – крышки для флаконов с парфюмерией, дозаторы косметических средств, декоративные коробочки для бижутерии и др.
- В производстве бижутерии, декоративных сувениров и подобных изделий.
- При изготовлении предметов геральдики – гербов и других предметов.
- Радиоэлектроника – приборные панели телевизоров, крышки мониторов, кнопки и др.
- Микроэлектроника – изготовление интегральных микросхем, полупроводников и других деталей. Обычно применяется напыление меди.
- Автомобильная промышленность – внутренняя светоотражающая часть фар и многие декоративные детали снаружи и внутри машины.
- Светотехнические изделия – для декорации деталей светильников.





Визуально можно сделать имитацию под любой драгоценный или полудрагоценный металл. Вакуумная металлизация придаёт изделиям не только красивые декоративные свойства, но и создаёт защитный слой от коррозии для металлов, износа для других материалов. Металлизация пластмасс позволяет из дешёвых материалов создавать практичные и красивые изделия. Стойкое покрытие обеспечивает долгий срок эксплуатации изделий.
Преимущество
Цели металлизации разнообразны, в большинстве случаев это придание или увеличение определенных качеств:
- устойчивости к коррозионным процессам;
- устойчивости к механическим повреждениям;
- износоустойчивости;
- декоративности.

Качество пленки зависит от состава металла:
самое дешевое цинковое покрытие повышает антикоррозионные качества, активно используется в строительстве для защиты закладных деталей, цинком покрывают стальной лист перед покрытием пластиками и профилированием;
- хром увеличивает твердость, придает жаропрочность, делает изделия привлекательными внешне;
- алюминиевым покрытием защищают детали оборудования, работающего при повышенной температуре (до 900°С);
- покрытие медью или оловом придает благородный вид даже пластиковым предметам;
- серебро образует зеркальный блеск.
При проведении работ основное условие для получения результата — соблюдение технологии.



