Общее понятие оцилиндрованного бревна, технология его производства
Такой современный строительный материал, как оцилиндрованное бревно, представляет собой ствол дерева, освобожденный от сучьев, специальным образом обработанный на комплексе деревообрабатывающих станков, имеющий гладкую и ровную цилиндрическую форму, одинаковую по всей его длине.
Для получения указанного стройматериала используются лиственница и почти все хвойные породы деревьев. Диаметр бревен может быть различным и находится в интервале от 160 мм до 320 мм.
Все этапы производства оцилиндрованного бревна можно разделить на следующие:
- сортировочный;
- оцилиндровочный;
- нарезочный;
- чашечный;
- финальный.
Сортировочный этап производства включает в себя распределение поступившей древесины по диаметру, освобождение от сучьев, торцовку комля, обработку поверхности стволов.
Изготовление оцилиндрованного бревна.
Оцилиндровочный этап производства заключается в собственно оцилиндровке, т.е. придании стволу дерева, очищенного от верхнего слоя, идеально ровного и гладкого вида. Весь процесс производства полностью механизирован. Исходный материал тельфером подается в зону обработки, где надежно зажимается прочными механизмами и обрабатывается на специальных станках, которые бывают проходного или позиционного типа. Следует отметить, что на станках проходного типа процесс обработки идет значительно быстрее, но бревно получается с небольшой кривизной. Деревообрабатывающие станки позиционного типа придают бревну идеальную форму, но времени на этот процесс потребуется значительно больше.
Нарезочный этап обработки бревна включает в себя нарезку на торцовочном станке заготовок специальных размеров в соответствии с требуемым проектом дома.
На чашечном этапе производства выполняются соединительные элементы бревен – чаши. Здесь для большей точности используется лазерная разметка. Чаши могут иметь русский и финский профиль, у каждого из которых свои приверженцы. При использовании качественных утеплителей и при грамотном монтаже любой профиль будет хорош.
И, наконец, финальный этап работ включает обработку уже готовых для постройки дома оцилиндрованных бревен антипиреновыми и антисептическими составами, фунгицидами, чем значительно увеличивается срок их службы.
Готовые комплекты деревянных домов упаковываются в транспортные пакеты и отправляются на место сборки.
Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.

При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Преимущества и недостатки пиломатериалов
И оцилиндрованные бревна, и клеёный брус имеют общие характерные черты. Прежде всего, это экологичное натуральное сырье, которое создает комфортный микроклимат и уютную атмосферу внутри дома. Древесина способствует регулярному обмену кислорода, поэтому в доме всегда свежий воздух. В комнатах из дерева легко дышать, комфортно спать и приятно находиться.
Пиломатериалы отличает оперативный монтаж. Установка сруба не займет больше недели, а строительство дома с фундаментом и кровлей составит 1,5-2 месяца. При этом деревянные стены имеют законченный внешний вид, поэтому они не требуют дополнительной декоративной обработки. Для деревянного дома прекрасно подойдет отделка «под ноль».
Древесина обладает легким весом и не дает сильной нагрузки. Поэтому при строительстве дома из оцилиндрованного бревна или клееного бруса не требуется дорогостоящий глубокий фундамент. Оба материала характеризуют высокие тепло- и звукоизоляционные свойства. Они прекрасно сохраняют тепло, не пропускают холод, ветер и посторонние звуки.










И брус, и бревно легко обрабатывать. Это позволяет создавать любые конструкции и формы. Традиционные бревенчатые избушки уже давно ушли в прошлое. Сегодня из бревна можно построить изысканный современный коттедж в любом стиле. В этом вы можете убедиться, посмотрев проекты деревянных домов компании “МариСруб”.

Среди недостатков каждого пиломатериала является подверженность натуральной древесины негативному влиянию окружающей среды. Так, из-за перепадов температур и активного воздействия влаги, ветра, насекомых древесина покрывается плесенью, гнилью и трещиной. Со временем она темнеет и постепенно разрушается. Однако современная обработка, в том числе щадящая равномерная сушка (конденсационная) и антисептирование, защищают пиломатериалы и надолго сохраняют первоначальный внешний вид изделий.
При соблюдении технологий строительства и грамотном уходе деревянный дом легко простоит 80-100 лет. При этом пиломатериалы выглядят изысканно, оригинально и эстетично. Однако между брёвнами и брусом существуют различия, которые заключаются в способе обработки и изготовления, а также цене. Так давайте определим, что лучше выбрать для строительства дома, клееный брус или оцилиндрованное бревно.
Процесс изготовления бревен

Сортировка и первичная обработка
Мастера сортируют материалы по диаметрам, видам и назначению, убирают сучки с поверхности. Изготовление оцилиндрованного бревна происходит только из отборной древесины! Со стволов снимают верхний слой и укладывают так, чтобы обеспечить беспрерывную подачу пиломатериалов на станок.
Сушка
Сушка происходит естественным способом под навесом в сухом и прохладном месте либо при помощи сушильной камеры
Важно, чтобы в процессе обеспечивалась равномерная скорость сушки внутренних и наружных слоев. Ведь любая древесина снаружи сохнет быстрее, чем внутри, что приводит к образованию трещин
При естественной сушке продолжительность процесса напрямую влияет на качество материалов. Чем дольше сушится дерево, тем лучше. Так, при естественной сушке около двух лет, длина трещины будет не более 2 мм. А при сушке менее года — доходит до 12 мм! Влажность древесины после сушки составляет до 15-18%.

Оцилиндровка и изготовление бревен
Каждое бревно по отдельности обрабатывают на специальном оборудовании. Оцилиндровка происходит в строго необходимый диаметр. Согласно техническим нормам допускается перепад диаметров по длине ствола до 2-4 мм. Затем выпиливают продольный (лунный) паз и делают компенсационный (разгрузочный) пропил.
Компенсационный пропил снимает напряжение с древесных волокон, что помогает избежать образования новых трещин после сборки и усадки сруба. Пропил выполняют вдоль поверхности материала в виде ровного паза толщиной 8-10 мм и глубиной ¼. А чтобы избежать попадания влаги в древесину, изделие укладывают пропилом вверх. Тогда верхнее бревно закроет разрез.
Все работы выполняют за один проход материалов, что ускоряет и упрощает изготовление.

Торцовка бревен и нарезка чашек по проекту
Бревна разделяют на части при помощи торцовочного станка. Проводят зарезание пазов и шипов на торцах для сращивания по длине или для установки оконных и дверных проемов. После этого происходит нарезка чашек под подготовленный проект деревянного дома или бани. Нарезку делают при помощи лазерной разметки и высокоточного оборудования.

Обработка защитными средствами
Дерево — живой материал, который подвергается негативному воздействию влаги, насекомых, ультрафиолета и других проявлений окружающей среды. Чтобы надолго сохранить первоначальные свойства древесины и повысить эксплуатационный срок, изделия покрывают специальными защитными средствами. Антисептики спасут древесину от плесени и грибка, насекомых и гнили. Антипирены защитят от огня.
Завершающие работы
Производство оцилиндрованного бревна завершается контролем замеров и маркировкой изделий в соответствии с проектом будущего строения. Это поможет избежать ошибок при сборе сруба. Материалы складывают в специальные стопы, при этом каждый ряд прокладывают брусьями. Это обеспечит естественную вентиляцию бревен, что положительно сказывается на хранении материалов.

Параметры оцилиндровки
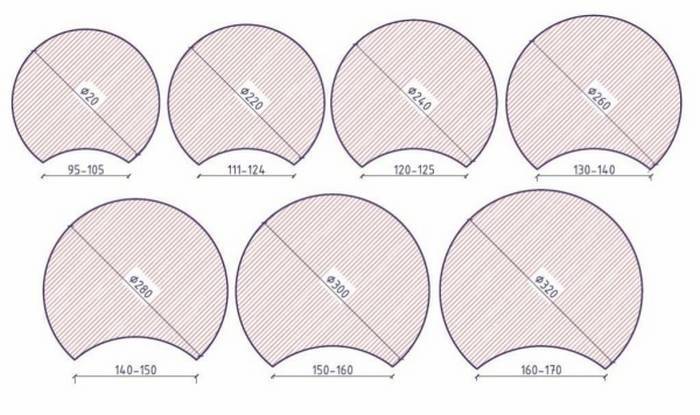
Как правило, оцилиндрованное бревно выпускается согласно стандартным парамерам, благодаря которым реализуются проекты различных конструкций. На фото представлены стандартные размеры изделия
 Как правило, оцилиндрованное бревно выпускается согласно стандартным парамерам
Как правило, оцилиндрованное бревно выпускается согласно стандартным парамерам
- Стандартная длина уже готового хлыста составляет 6 метров, если требуется изготовление нестандартного изделия, производители смогут его сделать, только стоимость будет немного выше.
- Для строительства домов, различных хозяйственных построек и бань используют изделие диаметром 12-20 см, такая величина позволяет защитить стены конструкции от промерзания.
- Для капитального строительства используется изделие диаметром 22-28 см.
Современные технологии позволяют производить изделия высокого качества, с помощью которых легко строятся дома с ровными, прочными и теплыми стенами.









Бизнес план предприятия по производству оцилиндрованного бревна
1. Производственные помещения
Для работы производственного цеха арендовано помещение, площадью 350 м2, со всеми необходимыми коммуникациями (электричество, газ) и оборудованным подъездом для длинномеров.
Производственная площадь будет разделена на 4 части:
- офис – 20м2;
- складское помещение для хранения сырья 130м3 (около 500 штук) бревен и бочек с антисептиком – 140м2;
- производственный цех, где будет размещено оборудование – 120м2;
- склад готовой продукции – 70м2.
Стоимость аренды – 250 руб/месяц с учетом коммунальных платежей (без электроэнергии) и охранной сигнализации.
Итого – 87 500 руб/месяц.
2. Анализ сбыта
Реализация не требует развития торговой сети – изготовление бревен будет производиться по предварительному заказу и типоразмеру. Основные потребители – строительный комплекс по возведению коттеджного городка, частные строительные фирмы и физические лица. Кроме того, планируется принять участие в тендере на поставку стройматериалов для застройки 30-ти километровой зоны вокруг города в рамках президентской программы «Доступное жилье».
3. Персонал
Для обеспечения – односменной работы предприятия, 5 дней/неделю, планируется нанять 7 человек: директор, специалист по продажам, технолог, 4 рабочих. ФОТ – 112 000 руб/месяц.
Социальные отчисления (34%) – 38 080 руб/месяц.
4. Затраты на основные фонды предприятия:
- оцилиндровочный станок – 600 000 руб;
- чашерезный станок – 140 000 руб;
- заточный станок – 45 000 руб;
- бензопила – 18 000 руб;
- вакуумная сушилка – 1 850 000 руб;
- опрыскиватель ручной – 10 000 руб.
- организационная техника (компьютер, программное обеспечение, телефоны) – 70 000 руб
- гидравлическая тележка – 18 000 руб;
- мебель для цеха и офиса – 90 000 руб.
Итого: 2 841 000 руб.
Планируемые объемы производства – 13 м3 оцилиндрованного бревна/день
Итого за месяц – 21 смена * 13м3 = 273 м3/месяц.
6. Оборотные средства
Для расчета оборотных средств, необходимых предприятию для осуществления хозяйственной деятельности, рассчитаем затраты сырья на 1м3 продукции.
На изготовление 1м3 оцилиндрованного бревна понадобится:
- пиловочник (сибирская сосна) – 1,25 м3 * 2 500 руб/м3 = 3 125 руб;
- пропитка-антисептик «Ниомид» — 2,5л * 142 руб/л = 355 руб;
- масло для смазки оборудования – 0,0183 л * 1000 руб/л = 18,30 руб.
Итого: 3 498,30 руб.
Потребность в оборотных средствах для обеспечения бесперебойной работы предприятия на протяжении месяца: 273м3/месяц * 3 480руб = 950 040 руб.
8. Материальные затраты:
- сырье и материалы – 950 040 руб;
- электроэнергия – 195 кВт/день * 21 раб/день * 3 руб/кВт/час= 12 285 руб;
- амортизация – 34 140 руб;
- потери от брака (5%) – 43 656,25 руб;
- затраты на зарплату и социальные отчисления – 150 080 руб;
- реклама и другие коммерческие затраты – 15 000 руб;
- транспортные затраты – 75 000 руб;
- аренда — 87 500 руб;
- налог на прибыль (УСН) – (1 965 600 руб – 1367701,25) * 6% = 35 873,93 руб.
Итого: 1 403 575,18 руб/месяц.
Себестоимость 1м3 оцилиндрованного бревна – 1 403 575,18 руб : 273 м3 = 5 141,30 руб.
9. Расчет окупаемости производства
Чистая прибыль: (1 965 600 руб – 1 403 575,18 руб) * 12 месяцев = 6 744 297, 84 руб/год
Рентабельность производства: (6 744 297, 84 руб : 16 842 902,16 руб) * 100% = 40%
Первоначальные вложения (Основные средства + Оборотные средства + аренда и з\п за 3 месяца, необходимых для наладки производственного процесса) = 2 841 000 руб + 950 040 руб + 262 500 руб + 450 240 руб = 4503 780 руб.
Окупаемость – 4 503 780 руб : 6 744 297,84 руб/год = 0,67.
Итоги: при производстве и сбыте 273 м3/месяц первоначальные инвестиции окупятся за 7 месяцев работы.
Полезные материалы по теме:
- Классификация промышленного оборудования для производства бревен оцилиндрованных
- Способы и принципы антисептирования оцилиндрованных бревен и других древесных пиломатериалов










Требования к качеству оцилиндрованного бревна
Строение оцилиндрованного бревна.
При оцилиндровке древесины у разных производителей может получиться различный результат
Следует понять, на что обращать внимание при выборе оцилиндрованного бревна, исследовать все плюсы и минусы. Основные требования, предъявляемые к качеству указанного строительного материала, следующие:
- все заготовки для одного домостроения должны быть одной породы;
- не допускается на бревнах червоточин, гнили, различных механических повреждений;
- бревна для обеспечения их естественной влажности не должны быть заготовлены из сухостоя;
- диаметр, продольные размеры, кривизна и пр. должны находиться в допустимых значениях, указанных в спецификации;
- на торце каждого изделия должна находиться маркировка, соответствующая спецификации;
- хранение, складирование, транспортировка, разгрузка бревен должны исключать любое загрязнение и механические повреждения поверхности.
Зная основные требования при выборе качественной оцилиндрованной древесины, необходимо учитывать ее плюсы и минусы.
Классификация технологических процессов, преимущества и недостатки
В производстве используется три основных метода изготовления оцилиндрованного бревна:
Классический метод
Дерево зажимают в центре торцов и вращают, движущийся резец станка убирает стружку и перемещается вдоль всей заготовки. Для этого метода используют позиционные станки.
На видео показан процесс изготовления заготовок по классической схеме
Основным преимуществом этого способа является возможность работать с бревнами любой кривизны. Станок тщательно обрабатывает заготовку и в результате величина сбега сводится к минимуму.
Позиционный метод
Дерево фиксируют по центру, неподвижный оцилиндрованный шпиндель, оснащенный, роторной головкой его обрабатывает. Такой метод применяют для станков роторного типа. На видео показан позиционный метод обработки дерева
Основным достоинством этого метода является работа с любой заготовкой, в результате чего бревно имеет минимальное искривление.
Проходной метод
Заготовка изделия обрабатывается с помощью роторной головки вальцовым механизмом. Этот метод применяют для проходных токарных станков роторного типа. На видео представлена обработка заготовки с помощью проходного метода
Недостатком такой технологии является копирование исходной формы заготовки. Если дерево изначально имеет неровности, они так и останутся.
Сравнительный анализ
Разрез оцилиндрованного бревна.
Зачастую не отличают оцилиндрованное бревно от бруса. Последнее сырье обрабатывается со всех сторон. При этом его диаметр превышает 100 мм. Форма оцилиндрованного бруса напоминает прямоугольник. Изготавливается он, как и аналогичное бревно, из ели или сосны. Брус получил широкое применение при строительстве окон и лестничных маршей.










Дома из этого материала и бревна возводятся быстро и обладают низкой теплопроводностью. Оцилиндрованный брус, как и бревно, рекомендуется высушить и покрыть специальным антисептиком. Дерево считается качественно высушенным, если его влажность колеблется в пределах 8-12%. Специалисты классифицируют брус и бревно на следующие виды:
- оцилиндрованные;
- профилированные;
- клееные.
Что касается метода получения первого материала, то он схож с методикой изготовления оцилиндрованного бревна. Основное отличие заключается в том, что брус не округлен по бокам и имеет прямую форму. Снизу и сверху он обрабатывается специальным полукругом. Этот процесс позволяет дереву плотно прилегать между собой, не проводя дополнительной подгонки. При производстве оцилиндрованного бревна обрезается его рыхлая часть.
Эксплуатация и уход
После долгого простоя сразу нарезать и торцевать брёвна нельзя, важно разогреть станок для оцилиндровки бревна, проверить состояние фрезы, смазать все движущиеся узлы, осмотреть на предмет коррозии ответственные части. Изоляция силового кабеля не должна вызывать нареканий, грызуны способны ею лакомиться
Надёжность подвесов тоже должна быть на высоте.
До включения станка в работу следует провести его испытания: на холостом ходу, под нагрузкой (для этого используют короткий отрезок), на время. Если результат устраивает: качество не потеряно, время соблюдено, части из строя не вышли, то осторожно начинают работу, предварительно очистив станок от стружки.
Во время работы частой причиной вывода из строя становится нагрев подшипников, не допускайте повышения температуры выше 60 градусов. Если системы охлаждения нет, то решается проблема установкой вентилятора или работой при открытых дверях. Определить перегрев самому можно.
Заводской агрегат всегда имеет масляные ванны, куда наливается должный уровень и проверяется щупом, – кустарную установку придётся постоянно смазывать. Выбирают для этой цели индустриальное жидкое масло и солидол для труднодоступных мест. Менять отработанный материал не реже 1 раза в 3 месяца. Вместе с ним убирают забившуюся пыль, грязь и стружку.
Своевременно делайте текущий и капитальный ремонт самодельной установки для оцилиндровки брёвен. Полной разборки при первом варианте может не понадобиться, если профилактика осуществлялась вовремя. На этой стадии заменяют подшипники, болты, крепления, проверяют остроту режущих инструментов и если нужно меняют их.
Капитальный ремонт осуществляется только усилиями специалиста по обслуживанию электродвигателей и слесаря сборщика. То есть снимается силовой узел и отправляется в мастерскую. Делать что-либо самому, при отсутствии знаний и опыта, не рекомендовано. Самостоятельно можно только заменить подшипники на вращающемся валу.
Дома, дачи, срубы, бани из оцилиндрованного дерева всегда популярны. Качественная обработка древесины выполняется на специальных станках, позволяющих получить бревно одинакового диаметра по всей длине.
Размеры оцилиндрованного бревна
В процессе лесозаготовки бревно проходит сортировку, прежде чем попасть в обработку. Ствол с правильными параметрами позволяет получить на выходе пиломатериал с заданными размерами.
Стандартные размеры бревна:
диаметр (сечение) оцилиндрованного бревна. Этот параметр имеет наибольшее значение, так как он напрямую определяет теплопроводность и надежность стен.
Диаметр бревна варьируется в пределах 160-320 мм. Наиболее популярным в частном строительстве является оцилиндрованное бревно диаметром 240 мм.
Сечение (диаметр) оцилиндрованного бревна (180, 200, 220, 240, 260 мм)
Какой диаметр бревна нужен для круглогодичного проживания?
Выбор диаметра при строительстве дома определяется его назначением и месторасположением:
| Диаметр бревна | Назначение | Месторасположение |
|---|---|---|
| 160-180 мм | Дача, баня, хоз.постройка | Южные регионы |
| 200 мм | Летний домик, дача, баня, хозпостройка, беседка, гараж | Европейская часть России |
| 220 мм | Дом сезонного проживания, дача, гостевой дом, баня, беседка | Европейская часть России |
| 240-260 мм | Дома постоянного проживания с утеплением. Рекомендованы для одноэтажных домов площадью более 250 м.кв., двухэтажных домов и домов с мансардой | Западная Сибирь |
| 280-320 мм | Дома круглогодичного проживания с чердачным утеплением. Предназначены для одноэтажных домов площадью более 250 м.кв., двухэтажных домов и домов с мансардой. | Западная Сибирь |
рабочая высота оцилиндрованного бревна. Этот показатель определяет, сколько венцов следует уложить, чтобы достичь заданной высоты стены. Рабочая высота рассчитывается путем замера расстояния от верхней точки сечения бревна до вершины паза. Вид паза также оказывает влияние на рабочую высоту. Например, рабочая высота оцилиндрованного бревна диаметром 240 мм составляет 208 мм. (при наличии лунного паза) и 190 мм (при наличии финского паза).
длина оцилиндрованного бревна. Стандартная длина – 6.м.п. или кратно 1.м.п. По специальному заказу возможно изготовление бревна максимальной длиной до 12 м.п. Однако это существенно повлияет на стоимость изделия, т.к. в процессе производства будет значительное число отходов. Это обусловлено значительной разностью диаметра ствола на длине дерева в 12 м.п.
ширина паза. При равном диаметре бревна (например, 220 мм), финский паз будет шире (140 мм) лунного (110 мм). Также бывает расширенный лунный паз (на 20 мм шире).
Стандартная ширина паза оцилиндрованного бревна
компенсационный пропил. Наличие пропила позволяет снизить внутреннее напряжение в бревне и предотвратить появление большого числа щелей (трещин). Глубина пропила (15-20 мм) определяется диаметром бревна. На практике — спорное решение, много доводов за и против.










Разгрузочный пропил (компенсационный) на оцилиндрованном бревне
кубатура оцилиндрованного бревна. Как правило, пиломатериал продается в метрах кубических. Объем бревна в зависимости от вида профиля (паза), диаметра и длины бревна, приведен в таблице.
Как рассчитать кубатуру оцилиндрованного бревна математическим путем?
- рассчитать площадь поперечного сечения бревна;
- умножить полученное значение на длину бревна;
- округлить до целого числа.
Сравнительная характеристика
| Характеристики | Оцилиндрованное | Рубленное |
| Внешний вид | Ровная и гладкая поверхность, одинаковая форма и ширина | Разная форма и ширина, шероховатая поверхность |
| Диаметр | Одинаковый по всей длине, редко превышает 320 мм | Разный, широкий выбор размеров, вплоть до 520 мм |
| Сборка | Легкая и быстрая за счет одинаковых размеров и диаметров | Разные диаметры усложняют процесс, возможны щели и разная высота углов, выше риск ошибки мастера |
| Теплоизоляция | Одинаковые диаметры обеспечат плотную укладку и увеличивают теплоизоляционные свойства — минимальные теплопотери | Щели и неплотная укладка ухудшают теплоизоляционные характеристики. Для постоянного проживания необходим дополнительный утеплитель. |
| Производство | Механическое — оперативность изготовления, но потеря защитного слоя | Ручное — трудоемкий и затратный процесс, но сохранение полезных свойств древесины |
| Защитный слой | Теряется, необходима тщательная обработка специальными средствами | Сохраняется, устойчивость к влаге и осадкам, воздействию насекомых. |
| Усадка | 0,5-1,5 года, 7-12% | 0,5-1,5 года, 7-12% |



