Особенности демонтажа
Газопроводы и водопроводы принято красить в целях защиты от коррозии. Краска способна продолжить срок эксплуатации системы, но, демонтировать резьбовые соединения затем весьма сложно. Исходя из этого окрашивать участки с резьбой возможно не более одного раза, а при разборке их необходимо промазать консистентным жиром.
В случае если нужно разобрать участок конструкции с многократно окрашенными соединительными элементами, предварительно нужно сжечь краску паяльной лампой либо счистить ее механическим методом, к примеру, ножом либо шилом.

Трудоемкость демонтажа сильно зависит от материала фитингов. К примеру, детали, выполненные из ковкого чугуна намного меньше «срастаются» со стальными трубами. Исходя из этого как правило их возможно открутить при помощи гаечного ключа. А вот стальную муфту раскрутить ключом вряд ли окажется.
Кроме этого при разборке трубопровода оказывает помощь нагрев. Для этих целей возможно применять газовую горелку либо паяльную лампу. В зависимости от диаметра трубопровода, на прогрев может уйти от 15 мин. до часа. Наряду с этим, в ходе прогрева трубу нужно периодически поворачивать, дабы уплотнение обгорело со всех сторон.
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.

Метчик
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Краткая история
Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 г. группа ученых из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение болты и гайки нашли в XV столетии. Они соединяли подвижные сегменты брони доспехов и части часовых механизмов. Станок немецкого первопечатника Иоганна Гутенберга, созданный в период между 1448 и 1450 годами, имел резьбовые соединения, детали его скреплены винтами.
Конгруэнтные винтам отдельные детали с резьбой на внутренней стенке цилиндра, специально служащие для крепления, то есть гайки, возникли лишь полторы сотни лет спустя. В начале семнадцатого столетия появилось резьбовое соединение, сходное с современным. Первоначально шаг резьбы был дюймовым, и только в начале XIX века французы ввели в обиход метрическую резьбу. Гайки нашли широкое применение в различных сферах техники, и, подобно всякому часто используемому предмету, стали совершенствоваться и изменяться по своей форме, размеру, материалу и функциональному предназначению. Возникли гайки квадратные, восьми- и шестигранные, колпачковые («глухие»), прорезные (корончатые), барашковые.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
Блиц-советы по соединению и эксплуатации

- При использовании различных фитингов, желательно сильно не экономить, так как чаще всего недорогие и имеют недолгий срок службы.
- Ответственно отнеситесь к нанесению уплотнителя при резьбовом соединении, потому что большая часть протечек происходит именно из-за некачественной подмотки.
- При первом пуске системы, обязательно проверьте все соединительные места на предмет протечек.
- Соединенные разными способами трубы, необходимо обязательно покрасить, дабы избежать их ржавления.
- При монтаже водопроводной сети, установите фильтр, который позволит избежать загрязнения всей системы.
- На смонтированные элементы, постарайтесь как можно меньше делать нагрузку, не класть тяжелые вещи.
Определение момента затяжки
Динамометрическим ключом
Подбор этого инструмента должен осуществляться так, чтобы затяжной момент на крепежном элементе был на 20-30% меньше, нежели значение максимального момента на используемом ключе. Если попытаться превысить допустимый лимит, то инструмент может легко сломаться.
Чтобы выполнить вторичную протяжку болтов, следует придерживаться следующих рекомендаций:
- Точно знать значение необходимого затяжного усилия.
- Выполняя контрольную проверку затяжки, необходимо выставлять усилие и проверять по кругу каждый крепежный элемент.
- Запрещается пользоваться динамометрическим ключом как обычным, его не стоит использовать для закрутки деталей, гаек и болтов, чтобы получить лишь примерное усилие. Его стоит использовать для выполнения контрольной протяжки.
- У динамометрического ключа должен быть запас для измерения момента усилия.
Без использования динамометрического ключа
Чтобы выполнить проверку нам понадобится наличие:
- накидного или рожкового ключа;
- пружинного кантера или весов, с пределом не менее 30 кг;
- таблицы, которая содержит сведения об усилии затяжки болтов и гаек.
Момент затяжки является усилием, которое необходимо приложить на рычаг размером в 1 метр. К примеру, требуется выполнить затяжку гайки рассчитав для этого усилие в 2 кГс/м:
- Нам потребуется узнать какой длины ключ. Например, длина составляет 20 см или 0,2 метра.
- Разделить единицу на наше полученное значение: 1/0,2 = 5.
- Умножить полученный результат: 5*2кГс/м = 10 кг.
Далее на практическом опыте крепим к ключу крючок и присоединяем его к весам. Выполняем натяжку к нужному значению (которое мы получили в ходе расчетов) и начинаем постепенно закручивать/проверять. Применение такого кустарного метода все же лучше, нежели закручивать болты на «глаз». Погрешность будет присутствовать в любом случае, однако с увеличением усилия она будет уменьшаться. Все зависит от того, какого качества весы. Однако для проведения серьезных и профессиональных работ лучше обзавестись специальным динамометрическим ключом.
Типы герметиков
На рынке герметизирующих средств присутствует целый набор материалов, которые применяют в сантехнических работах. Некоторые используются уже десятки лет, но считаются малоэффективными, другие появились в магазинах недавно, зато имеют более длительный срок эксплуатации.
Льняной герметик
Обматывание резьбы и стыков льняной нитью — самый старый способ герметизации, при этом наиболее дешевый и недолговечный. Принцип действия нити таков: после контакта с влагой лен разбухает и заделывает щели, негерметичные стыки. Обычные волокна нельзя использовать при работе с тонкостенными материалами: после их набухания и увеличения в размерах есть риск разрыва трубопровода в зоне стыка. Также не применяют льняную нить там, где трубы системы водоснабжения находятся под высоким давлением: сильный напор воды все равно приведет к протечке.

Под влиянием влаги волокна льна ослабляются и разрушаются за довольно короткий промежуток времени, стык придется регулярно обслуживать. От постоянной сырости металлические детали начнут ржаветь и портиться. Чтобы снизить недостатки натурального льна, производители стали выпускать нить улучшенной модификации, где волокна пропитаны лакокрасочными составами. Тем не менее спустя некоторое время даже такой материал начинает гнить и приходить в негодность, а герметичность стыков нарушается.
ФУМ-лента
Фторопластовый уплотнитель материалов, или ФУМ — это полимерная лента, намотанная на бобину, которая широко применяется в сантехнических работах. Она изготовлена из фторопласта-4, который не подвержен гниению. Обмотка мест соединения труб таким приспособлением дает более надежную защиту от протечек, чем при использовании льняной нити. Основные свойства ФУМ-ленты:
- переносимость химических веществ, ультрафиолета, перепадов температур в пределах –70…+300 градусов;
- предотвращение коррозии металла;
- устранение трения элементов друг об друга благодаря гладкости;
- долговечность службы;
- малая толщина;
- прекрасная пластичность;
- отсутствие токсичности.

Сантехническая нить
Данный материал готовится на основе искусственных волокон и пропитывается специальными составами и антисептиками. Нить не страдает от гниения, защищает металл от ржавления, позволяет надежно заделывать стыки труб, при этом не рвется от обратного хода и допускает возможность демонтажа системы. Надежная герметизация получается даже при неполном затягивании соединений. Стоимость такой нити высока, поэтому она реже применяется в сантехнических работах.

Использование специальной нити для герметизации резьбовых соединений
Жидкие герметики
Герметики в форме суспензии используются самостоятельно либо вкупе с ФУМ-лентой, льняной или сантехнической нитью. В трубопроводах, которые работают под давлением, без дополнительного уплотнения нитями их лучше не применять. Некоторые средства при засыхании дают сильную усадку, о чем указывается в инструкции.
Анаэробный герметик для сантехники
Герметики из данной группы застывают в безвоздушной среде, а при наличии воздуха сохраняют свою текучесть. После полной полимеризации они не меняют объема, надежно защищая стыки и швы от протечек, при этом имеют высокую эластичность и минимальный расход. Излишки вылезшего средства легко удалить вручную. Прочие достоинства анаэробных составов:
- высокий уровень адгезии с пластиком и металлом;
- возможность применения для любых сантехнических работ;
- переносимость агрессивной среды, отсутствие взаимодействия с поверхностями благодаря химической инертности.

Цена таких герметиков довольно высока, зато качество на высоком уровне, а расход минимальный.
Силиконовые составы
Подобные герметики являются самыми популярными при проведении сантехнических работ. Они могут использоваться для заделки любых швов и стыков, пазов и щелей в ванной, на кухне. Благодаря переносимости высоких температур средства подходят даже для ремонта систем отопления, а эластичность не дает им трескаться и крошиться на деформирующихся основаниях.
В зависимости от состава герметики на основе каучукового силикона бывают двух типов: кислотные и нейтральные. Первые содержат кислоты, которые могут вызывать коррозию, потому для металлических изделий не подходят. Нейтральные герметики выполняются на основе аминов и не вступают в реакцию с металлами, деликатными материалами, потому применяются повсеместно. Для усиления эффекта герметизации силиконовые средства часто используются совместно с армирующими сетками.

Нарезка резьбы
Если резьба уже нарезана, то выполнить соединение элементов очень просто. Однако в некоторых случаях резьбу приходится нарезать самостоятельно. Чтобы выполнить эту работу потребуется метчик и плашка. Первый инструмент используется для нарезки внутренней резьбы, второй нарезает резьбу на наружной стороне детали. Выбирают инструмент в зависимости от таких параметров:
- материал труб;
- их диаметр;
- тип резьбы, который требуется нарезать.
Для выполнения работы потребуется выполнить следующие операции:
- труба протачивается;
- выполняется базовый проход;
- вкручивается метчик (или накручивается плашка) до получения нужной длины резьбы.
Пвх
Статистика утверждает, что при ремонте инженерных сетей около 75% старых стояков меняются на пвх (поливинилхлоридные) трубы. Прокладка новых коммуникаций также чаще всего осуществляется с использованием пвх стояков. Почему так растет их популярность?
Дело в том, что:

- монтаж магистрали можно выполнить своими руками. Этот факт выгодно отличает стояки от подобных изделий с других материалов;
- их стоимость – достаточно бюджетная, что помогает сэкономить значительные средства;
- изделия – прочны и надежны;
- конструкции отличаются устойчивостью к коррозионным процессам, что содействует длительному сроку эксплуатации.
Стыковать трубы пвх можно с помощью:
- раструбов. Этим способом соединяют канализационные стояки, а в роли уплотнителя выступают резиновые кольца. Их можно смазать анаэробным герметиком, что значительно усилит процесс герметизации;
- фланцев. Такое скрепление незаменимо при наличии трубопроводов, которые подвергаются разборке, связанной с частыми периодическими профилактическими работами. Это относится к магистралям временного типа, к трубопроводам, которые часто переносятся;
- сварки терморезисторного типа, которой пользуются при стыковке труб диаметрами от 20 мм и больше. Кроме этого, часто применяют холодную сварку (клеевое соединение). Процедура осуществляется с помощью специального клея, который кисточкой следует нанести на всю длину внутренней поверхности фитинга и по окружности трубы.
Важно! Перед проведением холодного сваривания необходимо с торцов склеивающихся стояков снять фаску под углом 15 градусов. Для осуществления процедуры пользуются фасочными резцами
В каких случаях используется?
При сборке трубопроводов различного назначения нередко применяется стыковка на резьбу. Для выполнения стыка необходимо наличие резьбы на наружной поверхности торца трубы и внутренней на стыкуемой детали.
Этот тип стыковки используется для выполнения следующих работ:
- соединение двух труб, для выполнения этого стыка устанавливается муфта соединительная, имеющая с двух сторон внутреннюю резьбу;
- стыковка двух элементов разного диаметра, для этого потребуется специальная переходная муфта;
- выполнение поворота трубопровода, в этом случае используется фитинг в виде уголка;

- разветвление трубопровода, для присоединения дополнительной ветки применяется тройник или крестовина;
- создание тупиковой ветки, при необходимости на трубу устанавливается заглушка;
- присоединение различных приборов при помощи переходного штуцера с резьбой.
Стопорение шплинтами
Фиксация крепежных деталей может осуществляться с помощью специально подобранных шплинтов. Данное металлическое крепление, изготовленное из проволоки. Конструкция имеет форму стержня с полукруглой головкой. Крепление производится благодаря разжиманию концов шплинта. С помощью шплинта производят установку болта, винта, шпильки в требуемое положение. В них просверливают отверстие способное пропустить шплинт. Он должен достаточно свободно заполнять отверстие. Допускается небольшое применение усилия. Далее после его вставки края загибаются, обеспечивая надёжную фиксацию.

Резьбовые пасты
Состав и характеристики EFELE EFELE MP-491EFELE MP-413
Помимо защитных и смазочных функций медные выполняют еще одну не менее важную задачу. Не секрет, что для прочности резьбового соединения большое значение имеет распределение нагрузки по виткам резьбы.
Для болтовых соединений обычной конструкции деформации гайки и болта под нагрузкой противоположны по знаку: гайка работает на сжатие, а болт – на растяжение. В этой ситуации первые от опорной поверхности гайки витки болта соприкасаются с первыми витками гайки и воспринимают большую часть нагрузки. Наиболее нагружен крайний виток, прочность которого лимитирует несущую способность соединения. Один из способов выравнивания нагрузки – введение прослоек пластичных металлов между витками гайки и болта. Такие прослойки образуются при нанесении медной .
Что можно использовать для уплотнения резьбовых соединений
Уплотнительная лента
Для современных сантехников придумано несколько современных вариантов уплотнения сантехнических резьб. Есть специальная лента и есть сантехническая нить. Скажу честно. Лента мне не нравится совсем, то есть абсолютно. Я ее пробовал, но с ней у меня было больше всего “пролетов”. Кроме того, она быстрее других материалов расходуется. И в сочетании с довольно серьезной ценой она находится на последнем месте моего рейтинга материалов для уплотнения резьб. Я подозреваю, что на соединение дюймового резьбового соединения уйдет как минимум половина упаковки такой ленты, что совершенно неприемлемо.
Уплотнительная нить
Сантехническая нить
Сантехническая нить
Нить типа “Тангит” в общем-то неплоха. Но она тоже очень дорога и она тоже быстро расходуется. Но если уж поставлена задача использовать исключительно современные методы, то она подходит лучше ленты. Я хотел перейти на ее использование, но все тянул. И вот как-то недавно мне пришлось вызвать сантехника для установки счетчика воды в мою квартиру в Москве. Парень оказался довольно молодой и профессионально подкованный. Я разговорился с ним на профессиональную тему и в числе прочего спросил, конечно, какой уплотнитель он использует. Он так посмотрел на меня соболезнующе и сказал, что “Конечно лен! А что может быть лучше?”. И вот если я до этого сомневался, чем пользоваться, то после этого разговора я как-то сомневаться перестал. Тем более, что я всю жизнь пользовался льном и был им весьма доволен.
ВниманиеЕсть новая статья про герметики и нить от отечественного производителя, которые действуют очень хорошо (проверено), а стоят в два – два с половиной раза меньше!
Сантехнический лен
Образец косы довольно качественного сантехнического льна
Для уплотнения резьбовых соединений испокон веку использовался лен. Хорошая, толстая коса из весьма качественного сантехнического льна стоит всего 20 рублей и имеет незабываемый запах. Мне он очень нравится, хотя по началу немного шокирует и заставляет задуматься о том, у кого эту косу срезали… И нет ли здесь обмана, ибо коса сантехнического льна пахнет, извините, не льном, а козлом.
Лен хорош тем, что я могу свить из него ниточку именно той толщины, какой мне надо. То есть, если я соединяю дюймовые трубы, то я не наматываю на резьбу километры ленты, а просто свиваю из льна нитку нужной толщины и наматываю всего один слой.
Если мне надо сделать временное соединение, например, прикрутить заглушку, то лен вполне позволяет работать “на сухую”. Причем качество соединения либо не страдает вообще, если толщина нити выбрана удачно, либо страдает совсем чуть-чуть, и это не мешает работать, то есть вода через него не проходит. Об аспектах качества соединений я еще собираюсь поговорить.
Относительным минусом льна можно считать тот факт, что намотку льна на резьбу в свою очередь тоже нужно уплотнять. Но минус относительный. О нем чуть позже, ибо именно об уплотнении льна я и хотел написать. Так что все, что до вы до сих пор читаете, есть только вступление к основной теме.
Экзотические методы уплотнения резьб
Вы знаете, чем уплотняют резьбы на таких изделиях, как например готовая к работе водопроводная насосная станция? Точно не льном. И очень сомневаюсь, что лентой или нитью. Полагаю, все описываемые методы не подходят для производства, поскольку подразумевают ручной труд. Я не очень хорошо представляю себе станок, который бы уплотнял резьбовое соединение общепринятым для нас (простых людей) методом.
Так чем же уплотняют резьбы на производстве? Не знаю точно, но подозреваю, что каким-нибудь клеем. А узнать было бы очень и очень интересно. И в основном хотелось бы узнать, можно ли этот клей купить в магазине? И если можно, то в каком? Я в жизни ничего похожего ни на одном прилавке не видел, хотя, конечно, интересовался.
А поскольку вопрос о клее остается открытым, лента имеет больше недостатков, чем достоинств, нить жутко дорогая и это тоже не единственный ее недостаток, то приходится пользоваться льном, у которого баланс между достоинствами и недостатками вполне приличный и больше в сторону достоинств перевешивает. Больше того! Я предлагаю начинающим сантехникам не мучиться и выбирать для работы именно лен. Не беспокойтесь! Это современно, надежно и весьма почетно. Напомню, что сам об этом беспокоился, но профессиональный сантехник меня на эту тему весьма успешно успокоил.
Принцип соединения
Полипропиленовые трубы обладают массой достоинств, но один из недостатков — они не гнуться. Потому, когда монтаж водопровода из полипропиленовых труб, для всех ответвлений и поворотов используют фитинги. Это специальные элементы — тройники, уголки, переходники, муфты, и т.д. Есть также краны, компенсаторы, обходы и другие элементы системы, тоже сделанные из полипропилена.

Фитинги из полипропилена
Все эти элементы с трубами соединяются при помощи пайки. Материал обоих соединяемых деталей нагревается до расплавления, затем стыкуется. В результате соединение получается монолитное, так что надежность водопровода из полипропилена очень высокая. Подробнее о пайке и необходимом для этого инструменте читайте тут.
Для соединения с другими материалами (металлом), для перехода на бытовую технику или сантехнические приборы, есть специальные фитинги. С одной стороны они полностью полипропиленовые, с другой — имеют металлическую резьбу. Размер резьбы и ее тип выбирается под тип подключаемого устройства.
Замер средней резьбы методом трех проволочек
Замер среднего диаметра с использованием проводов осуществляется значительно точнее, чем микрометром со вставками. Размер проволоки подбирается так, чтобы образующие провода касались винтовой поверхности в зоне собственно среднего диаметра d2. Наибольший диаметр проволоки для метрической резьбы равен dnp=0,577Р. Пересчет из размера М на размер среднего диаметра d2 для метрической резьбы вычисляют по формуле d2=M-1,438dnp (метод измерения является косвенным).
Провода для измерения среднего диаметра производит инструментальная промышленность, выпуская их комплектами из 3 шт. Номинальные размеры проводов зависят от шага и составляют от 0,101 до 3,464 мм. Допустимые отклонения диаметра проводов от номинального размера ±0,5 мкм. Отклонение формы находятся в пределах допуска размера проводов. Особенно строго контролируется огранки поверхности проволоки. Погрешность измерения среднего диаметра с использованием трех проводов невелика и составляет 1,5-2 мкм. Средний диаметр калибров-пробок рабочих и контрольных измеряется только с помощью трех проводов.
Резьбовые трубные соединения: «за» и «против»
Вариант с использованием резьбы имеет свои преимущества и недостатки.
С положительной стороны резьбовые соединения отличаются:
- универсальностью, которая состоит в том, что их можно использовать для скручивания стояков различных диаметров;
- простотой монтирования, поскольку для осуществления процедуры сочленения не нужно быть профессионалом или иметь багаж каких-либо специальных знаний. Достаточно обладать элементарными навыками обращения с гаечным или трубным ключом, иными простыми навыками работы в данной отрасли;
- отсутствием наборов специальных инструментов или приспособлений;
- устойчивостью к нагрузкам, надежностью в эксплуатации;
- удобством демонтажа целой трубной конструкции (при необходимости);
- герметичностью, что обеспечивается наличием уплотняющих материалов, соблюдением элементарных правил прокладки трубопроводов.
Недостатки:
- при отсутствии на деталях резьбы необходимо ее нанести, что может вызвать дополнительные трудности, поскольку не все владеют навыками ее нарезания и не у всех имеются наборы специальных инструментов;
- когда места соединений приходится часто монтировать и демонтировать то возможен быстрый износ резьбового участка детали магистрали;
- бывают случаи, что необходимо применить стопорение резьбовой детали, поскольку возможно постепенное самоотвинчивание фитинга.

Учитывая все «за» и «против» в одних ситуациях оптимальным вариантом является использование резьбового соединения стальных труб, а в других – иных видов сочленения элементов трубопроводной конструкции. Это значит, что не существует идеального способа соединения стальных стояков: все способы хороши если они обеспечивают надежность, герметичность трубопровода.
Важно! При выборе способа стыковки трубных конструкций учитывайте, с какого материала сделаны трубы, место возможного соединения деталей, условия эксплуатации магистрали, какими свойствами должна обладать состыковка элементов трубопроводной системы. Важно! Для оцинкованных труб подходит только резьбовое соединение, поскольку во время сварочных работ нарушится оцинковка, после чего стояк легко будет подвергаться коррозионному воздействию
Муфта
Неспециализированные сведения
Муфта представляет собой соединительный фитинг, внутренний диаметр которого равняется наружному диаметру труб. На обоих концах детали имеется внутренняя резьба, в которую вкручиваются трубы. Протяженность резьбы труб наряду с этим два раза меньше фитинга, что разрешает вкручивать их на однообразную глубину.

Особенности муфтового соединения
Дабы верно выполнить своими руками соединение конструкции при помощи данного фитинга, нужно ознакомиться с его спецификой. В случае если пристально рассмотреть резьбу на трубе, то окажется, что последние витки имеют меньшую глубину на участке, где резьба переходит в гладкую поверхность. Эти витки называются сбегом, который заклинивает соединительный фитинга.
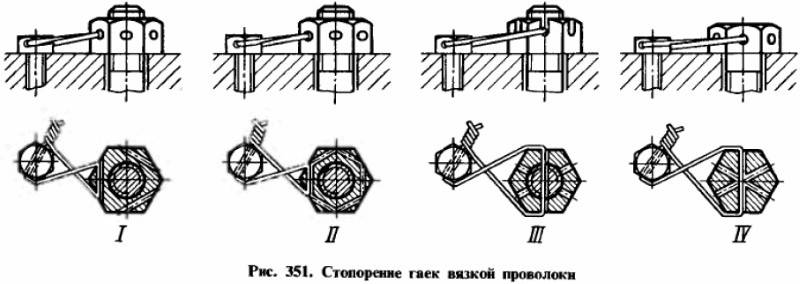
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.
В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.
8.4. Требования к сборке фланцевых соединений с СНП
- Справочник ТПА
- Союз-01 Фирма ЗАО — каталог продукции
- 8.4. Требования к сборке фланцевых соединений с СНП 8.4. Требования к сборке фланцевых соединений с СНП
8.4. Требования к сборке фланцевых соединений с СНП 8.4. Требования к сборке фланцевых соединений с СНП 8.4.1. Сборку фланцевых соединений следует производить в следующем порядке: а) проверить фланцы, включая параллельность уплотнительных поверхностей, СНП и крепежные детали на соответствие требованиям п.п. 8.1 – 8.3. Во фланцевых соединениях типа «выступ – впадина» и «шип – паз», измерить высоту выступа, шипа и глубину впадины/паза и убедиться, что выступ/шип по высоте больше впадины/паза; б) очистить уплотнительные поверхности фланцев от загрязнений; в) нанести смазку на резьбовую часть болтов (шпилек) и гаек; г) установить СНП в посадочное место и смонтировать крепеж; д) завинтить гайки до достижения контакта фланцев с СНП; е) произвести затяжку крепежа в 3-4 прохода, контролируя после каждого прохода параллельность фланцев. 8.4.2. Отклонение параллельности уплотнительных поверхностей фланцев должно определяться щупом, как разность между значениями зазора 1 и 2 (рис. 1) и не должно превышать 1/4 толщины СНП, но не более 0,4 мм для фланцев диаметром до 1000 мм. 8.4.3. Уплотнительные поверхности фланцев должны быть очищены от загрязнений, обезжирены уайт-спиритом по ГОСТ 3134 или ацетоном по ГОСТ 2768 и осушены. 8.4.4. На резьбовую часть болтов и гаек должна быть нанесена смазка из смеси графита ГС-4 по ГОСТ 8295 с глицерином по ГОСТ 6259 в соотношении 25-33% графита и 75-67% глицерина. 8.4.5. Перед установкой СНП во фланцевые соединения уплотнительные поверхности фланцев смазываются графитом ГС-4. Рис. 1. Определение отклонения параллельности уплотнительных фланцев
Рис. 2. Последовательность затяжки крепежа фланцевого соединения8.4.6. Затяжка крепежа должна производиться в крестообразной последовательности, указанной цифрами на рис. 2. Затяжка должна выполняться в 3-4 прохода. 8.4.7. Для затяжки крепежа должны применяться гаечные ключи с нормальной длиной рукоятки по ГОСТ 2838, ГОСТ 2839, специальные ключи, а также динамометрические ключи. Применение различных рычагов в целях удлинения плеча при затяжке крепежа ключами не допускается. Затяжка крепежа должна контролироваться по крутящему моменту Мкр и осуществляться до достижения его заданного значения. Рекомендуемый метод расчета значения крутящего момента Мкр с учетом необходимых и предельно допустимых удельных нагрузок на СНП, приведен в разделе 8.5 (в соответствии с ПН АЭ Г-7-002-86).
Портал трубоводной арматуры Armtorg.ru
г. Барнаул, Заводской 9-й проезд, 5г/8.
+7 (3852) 567-734; +7 (3852) 226-927
Поделиться
Предыдущая статья Следующая статья
← вернуться в раздел Союз-01 Фирма ЗАО — каталог продукции ← вернуться в оглавление справочника
Последние зарегистрированные компании(Зарегистрировать Россия, Санкт-Петербург Армолит
Россия, Иркутская область
ПАО Аскольд
Россия, Приморский край Облако товаров
.Другое ….2038 Блоки предохранительных клапанов127 Вентили бронзовые122 Вентили стальные952 Вентили чугунные571 Вентили энергетические144 Задвижки нержавеющие370 Задвижки стальные2163 Задвижки стальные — ХЛ371 Задвижки чугунные1101 Задвижки энергетические87 Затворы стальные293 Затворы чугунные336 Испытательное оборудование для ТПА119 Клапана обратные974 Клапана отсечные61 Клапана предохранительные1120 Клапана регулирующие559 Клапана энергетические128 Компенсаторы сильфонные203 Конденсатоотводчики стальные55 Конденсатоотводчики чугунные67 Котельное оборудование220 Краны бронзовые149 Краны нержавеющие179 Краны стальные608 Краны стальные — ХЛ87 Краны чугунные149 Манометры88 Метизы433 Насосы247 Отводы1081 Отопительное оборудование96 Переключающие устройства46 Переходы461 Пожарная арматура48 Радиаторы33 Регулирующая арматура341 Ремонтное оборудование для ТПА53 Счетчики воды154 Термометры38 Тройники491 Трубы702 Указатели уровня71 Уплотнительные материалы67 Фильтры, грязевики410 Фитинги205 Фланцы2400 Шаровые краны1244 Электроприводы249



