Сравнение свай с разными видами защитных покрытий
 Холодное цинкование (ХЦ) уместно применять при самостоятельном изготовлении бюджетных свай
Холодное цинкование (ХЦ) уместно применять при самостоятельном изготовлении бюджетных свай
Если сравнивать сваи с цинковым покрытием, нанесённым холодными и горячим методом, то нужно учитывать особенности их эксплуатации и монтажа:
- Цена горячего цинкования (ГЦ) будет не такой высокой, если использовать его на изделиях небольшого размера.
- Холодное цинкование (ХЦ) уместно применять при самостоятельном изготовлении бюджетных свай.
- При повреждении цинкового слоя, полученного методом ГЦ, он восстанавливается на молекулярном уровне, но только не в условиях соляного раствора.
- Повреждения защитного слоя, нанесённого способом ХЦ, не восстанавливаются. Поэтому нужно быть особенно внимательным при выборе таких свай, если вам предстоит пройти при вкручивании слой гравия, песчаника или водоупорный пласт.
- Холодное цинкование в два раза эффективней в условия соляного раствора.
- Сваи с ГЦ не нужно бетонировать внутри, поскольку цинковый слой надёжно защищает и внутреннюю поверхность изделия.
- ГЦ нельзя использовать для стали с высоким содержанием серы и фосфора, а ХЦ подходит для любых видов стали.
- Если тело сваи будет наращиваться в процессе монтажа при глубоком залегании несущего слоя породы, то методом ХЦ удобно защищать получаемые сварные швы.
- Высокая стоимость свай с ГЦ компенсируется лучшей катодной защитой от блуждающих в почве токов. Толстый слой цинка служит не только протектором, но и барьером за счёт цементирования стали окислами цинка. При этом тонкий слой в изделиях ХЦ выполняет только функции протектора.
Также в продаже есть винтовые сваи со стекловолоконным или полимерным защитным покрытием, но они в 7-10 раз дороже, чем изделия с цинковой защитой. В итоге при выборе таких свай теряется основной смысл их использования – сохранить небольшой бюджет строительства. Однако в некоторых случаях и их применение экономически оправдано (строительство в прибрежной зоне, на болоте или в гористой местности).
Этапы производства
Последовательность технологических этапов следующая:
- Штамповка лопастей на специальном прессе. Альтернативный метод – резка лопасти на программируемом станке.
- Нарезка стержней опоры.
- Оформление торцевой части.
- Сборка винтовой части на сварочном аппарате.
- Наваривание на верхний конец стержня оголовка.
- Наваривание кованого или сборного наконечника.
- Зачистка сварочных швов.
- Покрытие металла цинком.
- Контроль качества покрытия.
Метод горячего оцинкование предполагает полное погружение стержня в емкость с расплавленным цинком при температуре 460 оС. При застывании покрытие преобразуется в карбонат цинка под воздействием атмосферного кислорода и диоксида углерода.
В результате поверхность металлического стержня покрывается твердым материалом, устойчивым к окислению, сколам и агрессивному воздействию внешней среды.
Нюансы использования оцинкованных изделий
 Сварные соединения элементов стального ростверка с трубой, а также сварные соединения оголовков являются зонами повышенной коррозии
Сварные соединения элементов стального ростверка с трубой, а также сварные соединения оголовков являются зонами повышенной коррозии
Несмотря на увеличенный эксплуатационный ресурс оцинкованных свай, при их использовании стоит соблюдать такие меры предосторожности:
- Сваи нельзя перевозить навалом в кузове грузового автомобиля. При складировании и транспортировке обязательно должны использоваться деревянные прокладки.
- Чтобы исключить вероятность царапин в ходе монтажа свай, руки должны быть защищены перчатками.
- Места контакта сваи с различными приспособлениями, применяемыми в процессе монтажа, должны тщательно обрабатываться. Например, для вращения сваи может использоваться рычаг, который вставляется в проушины на изделии.
- Для выравнивания свайного поля лишняя часть труб обрезается абразивным методом, а место среза обрабатывается методом ХЦ.
- Таким же образом обрабатываются места сварки при наращивании элемента.
Сварные соединения элементов стального ростверка с трубой, а также сварные соединения оголовков являются зонами повышенной коррозии. Они также должны защищаться на стройплощадке посредством обработки их цинконаполненными красками или эмалевыми составами на базе битумных, эпоксидных или полиэфирных смол.










Чтобы визуально отличить элементы с покрытием, нанесённым методом ХЦ, от изделий ГЦ, можно воспользоваться нашими рекомендациями:
- Изделия, прошедшие ГЦ, имеют глянцевую поверхность, а СВС с покрытием ХЦ матовые.
- При горячей технологии цинкования на поверхности элемента образуются характерные чешуйки, которые видны даже после остывания изделия.
Можно сделать выводы, что намного выгоднее выбирать свайно-винтовые конструкции с оцинкованным покрытием, нанесённым горячим методом. Дороговизна таких изделий окупится уже на этапе монтажа ростверка и оголовка, поскольку во внутреннюю полость не нужно будет заливать бетон. Более дешёвые сваи ХЦ нуждаются в дополнительной обработке и заполнении внутренней полости бетонным раствором.
Технические характеристики
Параметры винтовых оцинкованных свай регламентируются техническими условиями. Рынок представлен моделями различной конфигурации.
Основные технические характеристики изделий отражены в таблице:
| Параметры | Особенности винтовых оцинкованных опор |
| Геология участка | Использование в переувлажнённых грунтах, а также участках с близким залеганием подземных источников. |
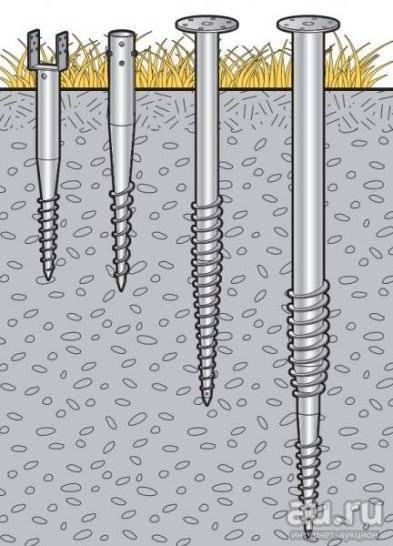
| Конструкция наконечника | Сварные, литые, а также сварные трубы с литым наконечником. |
| Количество лопастей | Сваи с одной лопастью – используются для строительства на плотных породах, где опора может упереться в твердое основание. Опоры, у которых количество лопастей от двух до шести. Чем слабее почва, тем больше должно быть лопастей, чтобы обеспечить устойчивость фундамента по отношению к горизонтальным и выталкивающим нагрузкам. |
| Конфигурация лопастей | Широколопастные опоры – изделия, у которых внешний диаметр лопастей превосходит размер сечения трубы в полтора раза (200–350мм). Такая конструкция позволяет винтовым сваям сохранять стабильное положение в слабых почвах. Узколопастные опоры имеют незначительный диаметр винтовой части. Такие модели свай применяются для строительства на мерзлых и плотных грунтах. |
| Размеры оцинкованный трубы | Длина – от 1 до 12 м. Диаметр сечения – от 57 до 325 мм. Толщина стенки трубы – от 8 до 12 мм. |
| Технология оцинкования | Горячий или холодный способ. |
| Толщина оцинкованного покрытия | от 30 до 100 мкм. |









Методы нанесения цинка
 Самый большой эксплуатационный ресурс имеют винтовые сваи, на которые защитный слой наносится горячим способом
Самый большой эксплуатационный ресурс имеют винтовые сваи, на которые защитный слой наносится горячим способом
Свайно-винтовые конструкции в отличие от длинномерных изделий выпускаются длиной от 2,5 до 6 м. Именно поэтому они могут обрабатываться цинком в специальных ваннах, то есть горячим способом. Однако заводов с такими производственными мощностями немного в нашей стране, поэтому большинство фирм выпускают оцинкованные сваи с защитным покрытием, нанесённым холодным методом.
Холодный способ цинкования подразумевает обычное окрашивание свайной конструкции посредством цинкосодержащих красок. Обычно такие изделия производятся в полукустарных условиях и очень часто с нарушением технологии, а именно вместо литой трубы используется шовный аналог.
Метод горячего цинкования
 Оцинкованные горячим способом сваи более дорогие, поскольку изготавливаются на высокотехнологичном оборудовании
Оцинкованные горячим способом сваи более дорогие, поскольку изготавливаются на высокотехнологичном оборудовании
Винтовые сваи, оцинкованные горячим способом, просто незаменимы при строительстве оснований в условиях:
- когда верховодка имеет известковый водоупорный слой;
- также они применяются при монтаже фундаментов на территориях с высоким УГВ;
- при строительстве в прибрежной зоне или на болотах.
Оцинкованные горячим способом сваи более дорогие, поскольку изготавливаются на высокотехнологичном оборудовании. Процесс производства состоит из нескольких этапов:
- Сначала труба подвергается дробеструйной или пескоструйной обработке. Также может использоваться механическая обработка посредством шлифмашин с зачистными дисками или щёток.
- Далее труба обезжиривается. Для это она нагревается до 70°С, а потом обрабатывается особыми реагентами.
- Чтобы полностью избавиться от химических веществ, применяемых на предыдущей стадии, изделие подвергается промывке.
- Для удаления ржавчины сваи обрабатываются соляной кислотой (процесс называется травление). Для избавления от окислов используют флюс. После каждой обработки остатки реагента смываются.
- Далее изделие подвергается сушке горячим воздухом.
- После этого при температуре в 420-450°С выполняется цинкование. Под воздействием такой высокой температуры лакокрасочный состав плотно покрывает наружные и внутренние поверхности сваи. В итоге покрытие на молекулярном уровне сплавляется с изделием.
- Охлаждение может быть принудительным под воздействием холодного воздуха или естественным после складирования элементов.
Метод холодного цинкования
 Толщина защитного слоя на изделиях, прошедших процедуру холодного цинкования, составляет всего 15-50 микрон
Толщина защитного слоя на изделиях, прошедших процедуру холодного цинкования, составляет всего 15-50 микрон
Толщина защитного слоя на изделиях, прошедших процедуру холодного цинкования, составляет всего 15-50 микрон. Такие сваи просто окрашиваются цинкосодержащими красками. При этом лакокрасочный состав не вступает в реакцию с металлом, поэтому легко сдирается при трении о камни или металлические предметы. Такие винтовые сваи оцинкованные стоят в 2 раза дешевле, чем изделия, прошедшие процедуру горячего цинкования.









Данные элементы соответствуют ГОСТ номер 9.400. Поскольку изделие имеет сложную трубчатую форму и лопасти, лакокрасочный состав наносится кистью либо распылителем. Гарантия от производителя на такие свайно-винтовые конструкции составляет 15-40 л. Срок службы напрямую связан с условиями эксплуатации.
Технологический процесс изготовления включает следующие этапы:
- Сначала с поверхности изделия удаляются шлаки со сварных швов и окалины.
- Затем свая обезжиривается посредством уайт-спирита или ацетона.
- После этого наносится грунтовка. Это покрытие выполняется в два или три слоя. Для этого используется грунтовочный состав марки ВЛ05.
- Теперь наносится цинкосодержащая краска в два слоя.
Чаще всего для выполнения холодного цинкования свай используются следующие лакокрасочные составы:
- лак марки ХСК номер 2467;
- составы на цинковой основе с добавлением алюминия Алкос, Термаль, Алюм АС-М и Алюмол;
- двухкомпонентный эмалевый состав ЦинкКОС.
Сама же винтовая свая только частично погружена в землю, другая её часть находится выше уровня земли. Из-за этого эффективность обработки перечисленными лакокрасочными составами резко снижается. Именно поэтому чаще используется комплексная обработка. Отзывы о сваях, прошедших такую обработку, намного лучше. В составе комплексного покрытия используются:
- краска ЦХСК номер 1467, которая наносится по грунтовочному слою и лаковому покрытию составом ХСК номер 2467;
- также по слою грунта наносится краска ЦинкКОС или лакокрасочный состав Цинакол.
Плюсы и минусы
Оцинкованные сваи обладают всеми преимуществами обычных винтовых опор и при этом выгодно отличаются такими особенностями:
- повышенная в 7–10 раз стойкость по отношению к коррозийным процессам;
- срок службы дольше, чем у стандартных винтовых свай минимум на 40–50 лет;
- покрытие остается целым при многократном завинчивании;
- несмотря на повышенную цену, все равно дешевле ленточного фундамента на 20-30%.
- многоразовое использование — винтовые сваи оцинкованы горячим способом, поэтому способны выдержать многократное завинчивание.
обладают недостатками металлических опор:
- трудности при устройстве подземных сооружений;
- невозможность применения на скальных грунтах;
- ограниченная несущая способность по сравнению с железобетонными опорами.
При этом, технология оцинкования накладывает важное ограничение по применению таких свай: металлические защитные покрытия не рекомендованы к использованию на участках с сильноагрессивными грунтами, у которых водородный показатель рН ниже 3 или выше 11. Это значит, что в сильнокислотной или щелочной среде защитное покрытие преждевременно разрушается под действием коррозии, а метод, оцинкования, в свою очередь, будет неэффективным
Это значит, что в сильнокислотной или щелочной среде защитное покрытие преждевременно разрушается под действием коррозии, а метод, оцинкования, в свою очередь, будет неэффективным.



