Устройство
Если взглянуть на фото штангенциркуля, то станет очевидным, что основные элементы устройства типичны для любого его вида:
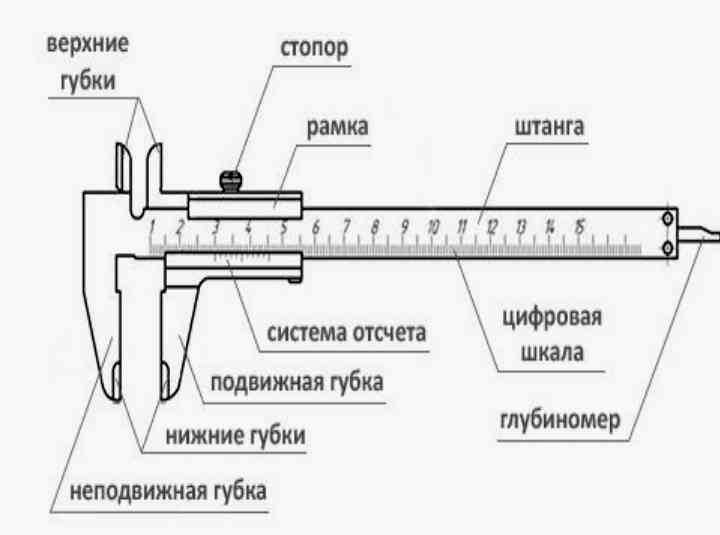
- Линейка – штанга
- Губки для измерения внешней и внутренней части детали
- Глубиномер – дополнительная опция позволяет измерить глубину отверстий и пазов
- Нониус – дополнительная подвижная шкала, позволяющая измерить с точностью до десятых долей миллиметра (до 0,05 мм, большая точность уже не имеет смысла, так как человеческий глаз не разберет результат замера)
- Винт для фиксации замера

Длина штанги прибора 15 см, но есть и специфичные модели с более длинной линейкой.

Принцип работы
Этот прибор устроен так же, как и обычный штангенциркуль. У него есть штанга – рейка из твёрдого сплава с нанесённой на ней шкалой делений. К рейке крепится скользящая рамка, которую можно передвигать вдоль штанги. У разметочного штангенциркуля есть 2 губки с напайками из твердосплавных пластин – одна из них неподвижна, представляет собой один из торцов штанги. Другая находится на рамке и двигается вместе с ней.


Некоторые модели оснащены глубиномером, позволяющим измерять глубину отверстий, пазов и канавок. Самый важный элемент прибора, за счёт которого достигается точность измерений, это отсчётное устройство.

Наиболее простой вариант – нониус, который представляет собой обычную шкалу делений, нанесённую на один из краёв прорези рамки. Вместо нониуса, отсчётным устройством может быть циферблат часового типа или специальный компьютер. Разметочный вариант прибора имеет конструкцию, идентичную описанной, и ещё несколько особенностей.
- Циркульную систему разводки. Это приспособление нужно для удобства при проведении разметочных работ.
- Материал губок повышенной твёрдости и их заострённая форма, что позволяет делать разметку по металлу и повышает точность, сводя к минимуму деформацию губок.


Основные технические условия определяет ГОСТ 166-89. Самые важные характеристики, которые стоит учитывать при выборе, такие.
- Диапазон измерения. Штангенциркули с твердосплавными губками 250 мм, 300 мм и 400 мм относятся к инструментам с наиболее широким диапазоном в этой категории.
- Допустимый предел погрешности. В зависимости от диапазона и класса точности принимает значения от 0.05 мм до 0.1 мм. Для моделей с большим диапазоном (1000 мм и более) погрешность может достигать 0.2 мм.

При этом инструменты обоих типов требуют калибровки (установки нулевой отметки), предохранения от загрязнений, перекоса рамки во избежание потери точности.
История создания
История штангенциркуля довольно интересная. Первые такие приборы были сделаны из древесины и использовались уже в начале 17 века. А вот штангенциркули из металла появились в 18 веке с большой шкалой делений.
Первые настоящие устройства с нониусом (вспомогательной шкалой, которая нужна для более точного определения числа долей делений на основной шкале) появилась в Лондоне лишь в конце 18 века. Примерно с середины 19 века стали выпускать штангенциркули в промышленных объемах и устанавливать на них дополнительную шкалу, чтобы повышать точность измерений. Штангенциркули почти не изменились, а вот отличаются они друг от друга методом и временем изготовления.
Такой древний измерительный прибор, в котором конструкция за все время не потерпела практически никаких измерений за все это время, стала эталоном технического совершенства и заслуживает максимального почтения перед тем, кто его придумал. Вряд ли вы сможете даже примерно подсчитать, какое количество таких инструментов сейчас кем-то используется.
Разновидность устройства, которая оснащена дополнительно глубиномером называется на профессиональном сленге «колумбус», или ласково «колумбик». Название произошло от производителя измерительного инструмента, который поставлялся массово под этой маркой в бывший СССР.
Его говорить про авиационную промышленность, то такие приборы называли «маузерами», и лишь по причине того, что штангенциркули высокого качества поставляла в СССР . Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Интересно, что нониус изобрел португальский математик Педро Нуниш.
В тот момент математик работал над тем, чтобы создать навигационный прибор, но принцип, который был при этом выбран, был основан на то, что глаз человека куда более точно способен определить совпадение делений на шкалах, чем относительное положение одного деления на два других. Это и легло в основу нониуса, который был назван в его честь.
Конструктивные особенности устройства
Главные элементы цифрового измерительного инструмента аналогичны тем, которые установлены в стандартных моделях, но тут есть ряд электронных частей. В общем, штангенциркуль цифрового типа в себя включает:
- губки для измерения внутренних поверхностей;
- губки для измерения внешних поверхностей;
- штангу;
- передвижную рамку;
- источник питания (батарейку или АКБ);
- ролик, позволяющий изменять длину;
- кнопку сброса;
- кнопку включения/выключения;
- кнопку переключения дюйм/мм.
Наличие дополнительных опций и кнопок зависит от той или иной модели. На некотором инструменте даже установлены модули для передачи информации посредством беспроводных технологий. В общем, главные элементы идентичны у всех приспособлений.
Для того чтобы увидеть информацию, полученную в ходе измерений, не требуется напрягать свои глаза и вглядываться — контрастный и качественный экран отображает крупные цифровые символы, что крайне удобно при недостаточном освещении или проблемах, связанных со зрением. На линейке электронного штангенциркуля есть дополнительная шкала в миллиметрах и дюймах, потому им можно пользоваться даже в выключенном состоянии.
Специальные штангенциркули
Яркие примеры специализированных моделей:
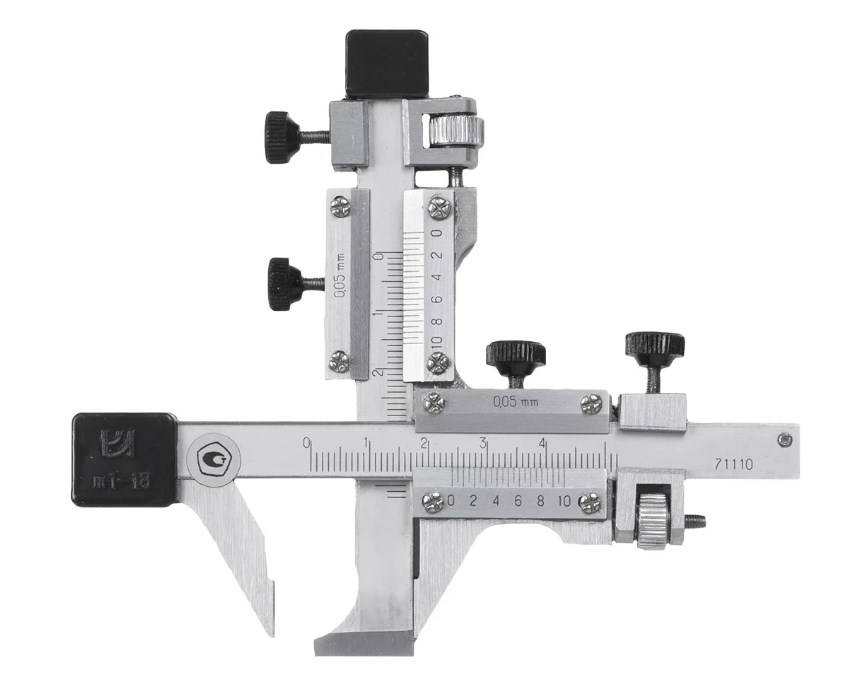
Разметочный
С остро заточенными твердосплавными губками и специальным циркульным механизмом.
Кроме проведения измерений, позволяет отрисовывать дуги прямо губками на твердом материале.

Разметочный штангенциркуль аналогичен вариантам без циркульного механизма с губками, в основе которых лежат твердые сплавы.
Цена – от 2,5 тыс. рублей.
Для тормозных дисков (ШЦЦД)
Конструкция с односторонними удлиненными губками для наружных измерений, имеющими на рабочей поверхности зубья для повышения точности замеров.

Существуют варианты, позволяющие определять толщину тормозных дисков авто и мотоциклов без необходимости демонтажа колеса.
Стоимость самых простых моделей – около 1 тыс. рублей.
Путевой
Для замера параметров рельсового полотна.

Цена – от 20 тыс. рублей.
К аналогам штангенциркуля относятся следующие измерительные инструменты:
Инструмент, предназначенный для измерения зубьев реек и шестерен с точностью 0,02 мм.
Инструмент, предназначенный для измерения глубин, высот глухих отверстий, выступов, пазов, канавок.

Штангенрейсмас
Инструмент, позволяющий без специализированных навыков выполнять измерения высот и производить вертикальную разметку деталей с точностью до 0,05 мм.

Другое название – штангенрейсмус.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
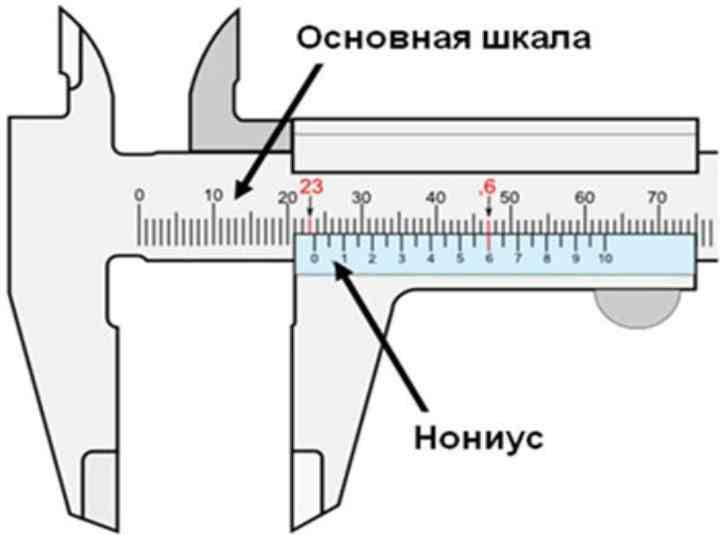
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Что такое штангенциркуль ?
ТОЧНОСТЬ ИЗМЕРЕНИЙ ИНСТРУМЕНТОМ
ЛИНЕЙКИ, КРОНЦИРКУЛИ, НУТРОМЕРЫ.
ПОВЕРОЧНЫЕ ИНСТРУМЕНТЫ
Щупы
Угольники
Поверочные плиты
Линейка поверочная с широкой поверхностью
При выполнении измерений плитки соединяют в блоки. С этой целью их промывают в чистом бензине и притирают одну к другой, начиная с самой большой и кончая самой малой. Желательно, чтобы блок не состоял более чем из пяти плиток (с увеличением числа плиток возрастает погрешность измерений). Плитки часто применяют совместно с каким-либо приспособлением — струбцинами, боковинами, основаниями, разметочными чертилками и т. д. (рис. 41)
Обращаться с плитками следует предельно осторожно, чтобы не повредить рабочие плоскости. Брать плитки из набора рекомендуется мягкими тканевыми салфетками
НОНИУС
Но́ниус (шкала́-но́ниус, шкала́ Но́ниуса, вернье́р) — вспомогательная шкала, устанавливаемая на различных измерительных приборах и инструментах, служащая для более точного определения количества долей делений основной шкалы.
Принцип работы шкалы основан на том факте, что человек гораздо точнее замечает совпадение делений, чем определяет относительное расположение одного деления между другими.
Шкала-нониус имеет деления, длина которых на определенную величину меньше, чем у делений основной шкалы. Одно деление нониуса может соответствовать как одному делению основной шкалы, так и нескольким.
ШТАНГЕНЦИРКУЛЬ
Другой пример: фиг. 79,б
ИНФОРМАЦИОННЫЙ РАЗДЕЛ
( для чтения)
Измерение линейных величин
Что такое штангенциркуль ?
Штангенциркуль (нем. Stangenzirkel) — это универсальный измерительный инструмент, который предназначается для высокоточного измерения наружных и внутренних линейных размеров, а в некоторых случаях – глубин отверстий.
Штангенциркуль является самым распространенным инструментом измерения, поскольку удобен в обращении, имеет простую конструкцию, и способен проводить измерения с максимальной скоростью.
Название штангенциркуля, также, как и других
штангенинструментов (штангенглубиномера, штангенрейсмаса),
связано с конструктивными особенностями этого инструмента.
Он имеет измерительную штангу с основной шкалой и нониус – вспомогательную шкалу, применяемую для отсчета долей делений.
Максимальная точность измерений варьируется, в зависимости от модели, в пределах от десятых до сотых долей миллиметра. Более точные показания можно получить только при помощи микрометра, который может снимать показания с точностью до тысячных долей миллиметра.
Исторически, период появления и развития штангенциркуля относят к началу XVII века, ведь именно тогда появился первый деревянный штангенциркуль.
Однако, первый настоящий штангенциркуль с нониусом в современном понимании появился в работе всего триста лет назад – в конце XVIII века, в Лондоне.
Почему возникают ошибки при измерениях
Ошибки чаще всего возникают из-за неровного положения измеряемой детали относительно губок прибора. Очень часто неопытные мастера пытаются проводить измерения внутреннего диаметра внешними губами и наоборот. Эти проблемы решаются просто – навыками и опытом работы.
В механическом просто ослабьте винты и сведите прибор в исходное положение и снова закрепите
Некоторые ошибки могут возникнуть из-за физического износа прибора – искривления его рамки или потери винта. В этом случае произвести какие-либо точные измерения не представляется возможным.
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
История штангенциркуля
Деревянные штангенциркули использовались уже в начале XVII века.
Например, металлические штангенциркули 18 века с крупной шкалой делений. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне
Самый старый из них относится к началу – середине 19 века.
Приблизительно с середины 19 века штангенциркули начали выпускать в промышленных объёмах и устанавливать на них нониус для повышения точности измерений. Штангенциркули практически не изменялись по своей сути, а отличались друг от друга только способом и временем изготовления.
Столь древний измерительный прибор, конструкция которого практически не претерпела каких-либо существенных изменений за все эти века, служит эталоном технического совершенства и заслуживает максимум почтения пред гением человеческой мысли. Вряд ли можно подсчитать, сколько экземпляров штангенциркуля находится сейчас в употреблении.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР .
Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями,
аналог того самого первого инструмента конца восемнадцатого века.
Нониус был изобретен Португальским математиком Педру Нунишем.
В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер».
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка»).
рис. =Штангенциркуль без нониуса. Германия, XIX век.=
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена.
Таким образом, «Колумбус» или «Колумбик» — это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» — штангенциркуль повышенного качества для авиационной промышленности.
| Обычный штангенциркуль состоит из: 1. штанги. 2. подвижной рамки. 3. шкалы штанги. 4. губки для внутренних измерений. 5. губки для наружных измерений. 6. линейки глубиномера. 7. нониуса. 8. винта для зажима рамки. |
Особенности электронных штангенциркулей
Конструктивные особенности электронных видов почти не отличаются от простых моделей, но дополнительно инструмент оборудован электронными деталями. Главные части:
- губки, замеряющие внешнюю величину,
- губки для замера внутренних размеров,
- штанга,
- рамка,
- батарейка,
- ролик для замера длины,
- кнопка обнуления значений,
- кнопка вкл./выкл.,
- переключатель из дюймов в мм.
Определенные модели включают в себя дополнительные функции, в зависимости от производителя и особенностей конструкции. В современных приборах можно встретить беспроводные варианты для передачи данных, возможность подключения к компьютеру и другие особенности, но основные части не отличаются.

Принцип функционирования заключается в применении цифрового нониуса, в котором есть матрица с кодами. По сути, все электронные штангенциркули появились на основе модели ШЦЦ. Среди достоинств техники выделяют:
- моментальное отображение данных на циферблате. В ходе производственной деятельности это очень удобно, поскольку ускоряет работу, в домашних условиях облегчает замеры для новичков,
- несколько видов измерений позволяют использовать штангенциркуль в разных сферах, поскольку механические типы не дают возможность сразу показать глубину, внешние и внутренние параметры,
- максимально высокая точность,
- небольшие размеры прибора, что сказываются на весе и удобстве применения. Удобно пользоваться в труднодоступных местах,
- дополнительные функции.
Главным недостатком является зависимость от источника питания, поскольку без него пользоваться штангенциркулем будет невозможно. Среди других минусов выделяют:
- высокую стоимость прибора,
- высокую чувствительность к падениям, ударам, вибрациям, влажности,
- сбои программного обеспечения, которые приводят к неисправности инструмента.
Зная некоторые особенности электронных видов, следует выделить лучшие бренды, которыми рекомендуется пользоваться в промышленности и дома.
Простота и надежность штангенциркуля
Прежде чем приступить к подробному рассмотрению устройства штангенциркуля и работе с ним, следует отметить несколько важных и общих для различных видов измерительного инструмента требований. Это поможет более точно определить место и область использования штангенциркуля в системе измерений:
- Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
- Допуск на измеряемую величину определяет выбор измерительного инструмента.
- Наибольшая цена деления измерительного инструмента должна быть примерно в 3 раза меньше допуска.
Стандартными для наиболее распространенных типов инструмента ШЦ-I и ШЦ-II установлены цены деления 0,1 и 0,05 мм. Следовательно, если изготовление детали включает контрольную операцию, этими штангенциркулями можно контролировать размеры с допуском не менее 0,3 и 0,15 мм соответственно.
Устройство и виды
Инструмент состоит из следующих основных частей:
- Штанга с односторонними или двусторонними губками и нанесенной основной шкалой с ценой деления 1 мм. Обе конструкции предназначены для измерения и наружных, и внутренних размеров деталей. Губки, как правило, изготовлены из твердосплавного материала.
- Передвигаемая по штанге каретка с ответным губками и нониусной шкалой. К каретке может быть прикреплен стержень глубиномера.
Наиболее распространенными являются штангенциркули типа ШЦ-I и ШЦ-II с интервалом измерений 0−150 и 0−250 мм соответственно. Модель ШЦ-III предназначена для измерения деталей с размерами до 500 мм, вылет губок составляет до 300 мм. По типу снятия показаний различают механические, индикаторные и цифровые штангенциркули.
Шкала штанги позволяет определить целую часть измеряемого размера. Измерение дробной части и ее точность определяется наличием и ценой деления нониусной шкалы.
Работа со шкалой
Нулевому размеру соответствуют совмещенные деления 0 обеих шкал. Значению 10 нониусной шкалы соответствует значение 39 основной шкалы, при этом она включает в себя 20 делений.
Деление 10 нониуса соответствует значению 39 основной, можно сказать, что она смещена влево на 1,00 мм от деления 40. По правилам геометрической пропорции риска 9,5 нониуса смещена на 0,95 мм от риски 38, далее соответственно и пропорционально: риска 9,0 — на 0,90 мм от риски 36, средняя риска 5,0 нониуса сдвинута влево 0,5 мм от риски 20, и, наконец, деление 0,5 сдвинуто влево на 0,05 мм от деления 2.
При сдвиге каретки вправо в диапазоне от 0 до 1 мм на долю 0,05 мм риски обеих шкал будут последовательно совмещаться: если зазор между губками 0,05 мм — риска 0,05 совпадает с риской 2 мм, зазор 0,10 мм — 1,00 нониуса совмещается с риской 4 мм основной, зазор 1,00 мм — 10 нониуса совмещается с риской 40.
Например, нужно измерить несколько проволочек диаметром до 1 мм. Диаметр проволоки 0,05 мм, если деление 0,05 нониуса наиболее точно совпало с одним из делений основной шкалы. Если риски 0 и 10 нониусной шкалы точно совпали с рисками основной шкалы — проволока имеет диаметр 1,00 мм.
Как выбрать электронный штангенциркуль
Чтобы подобрать лучший инструмент, не стоит полагаться только на рейтинги и рекомендации консультантов. Нужно самостоятельно владеть базовыми знаниями, которые помогут разобраться с основными параметрами цифровых штангенциркулей.
Результат замера у цифрового штангенциркуля выводится на электронное табло
Основные разновидности
Электронный измерительный инструмент считается лучшим по сравнению с механическими штангенциркулями из-за скорости работы и простоты пользования. Человеку не приходится присматриваться к разметке, что особо проблематично людям с плохим зрением. Данные выводятся в виде цифр на электронный дисплей.
Важно! Электронный измерительный инструмент можно подключать к компьютеру для переноса данных или распечатки их через принтер.
Электронные штангенциркули разделяются на несколько видов, каждый из которых отличается исполнением и областью применения:
- ТИП 1 и 2. Цифровой инструмент этой группы предназначен для выполнения наружных и внутренних замеров. По конструкции штангенциркули бывают одно- и двухсторонние. У них может присутствовать или отсутствовать глубиномер.
- ТИП 3. Электронные модели этой группы способны делать замеры большого диапазона.
- Разметочные. Простейший вид штангенциркулей, которые используют для разметки заготовок.
- Специальные. Электронными штангенциркулями этой группы замеряют наружные и внутренние канавки, уступы и другие сложные элементы.
Осуществляя выбор лучшего цифрового устройства, в первую очередь задумываются о задачах, которые собираются решать с помощью инструмента. Отсюда определяются, какими характеристиками должен обладать цифровой инструмент. Основными из них являются:
- диапазон замера;
- размер погрешности;
- цена деления;
- в каких условиях способен работать цифровой прибор: влажность, диапазон температур.
Если осуществлять выбор электронного устройства для пользования в быту, то диапазона измерений хватит от 0-125 до 0-150 мм. При этом цены деления хватит 0,01 мм. Для профессионального пользования требования будут выше. Диапазон измерений от 300 мм. Цена деления – 0,01, 0,02, 0,05 и 0,1 мм.
Качество исполнения
Штангенциркуль является измерительным высокоточным инструментом. Для него важна точность замера, которая часто зависит от качества исполнения электронного устройства. При покупке нужно тщательно провести осмотр
Внимание обращают на следующие нюансы:
- Внешний вид. Цифровая модель должна соответствовать фотографии на упаковке, а также изображению, которое производитель размещает на официальном сайте. Номер на корпусе должен означать страну-изготовителя.
- Исполнение подвижной рамки. Элемент должен свободно и плавно перемещаться по линейке. Лучшей считается рамка из нержавейки или сплавов цветных металлов.
- Губки. Именно этот элемент во многом отвечает за точность замера. На губках должна быть идеальная шлифовка поверхности, отсутствие зазубрин, люфта и других дефектов. В сомкнутом состоянии между губками не должен оставаться зазор, а на электронном дисплее высвечиваться значение 0.
- Точность. Параметр должен соответствовать указанным производителем характеристикам. Для этого проводят контрольный замер детали с известными точными размерами.
- Комплектность. С цифровым штангенциркулем должен идти технический паспорт, в котором стоит отметка о гарантии, поверке, инструкция. Плюсом будет, если производитель предусмотрел чехол, батарейки.
Кейс обеспечивает хорошую сохранность электронного устройства
Если, осуществляя выбор штангенциркуля, при осмотре обнаружили большие несоответствия, от такой цифровой модели лучше отказаться.
Дополнительные функции
Производитель наделяет свои электронные устройства дополнительными функциями. Они направлены на упрощение работы, делают цифровой инструмент лучшим среди конкурентов.
К дополнительным функциям относятся:
- Автоматическое включение цифрового прибора при перемещении губок и самостоятельное отключение в случае его неиспользования. Функция ускоряет рабочий процесс за счет отсутствия необходимости выполнять лишние действия. Автоматическое отключение экономит заряд батареек.
- Функция переключения единиц измерения позволяет выводить на электронный экран результат в дюймах и миллиметрах.
- Функция переключения относительный/абсолютный режим позволяет выставить в требуемой точке 0 и отсюда продолжать делать замер.
- Функция MODE. При запуске цифровой инструмент переходит в режим быстрой работы, предоставляется возможность выполнять замеры минимального или максимального значения.
Дополнительной функцией считается вывод данных на компьютер. Некоторые дешевые цифровые модели лишены этого приоритета.
Технические характеристики.
Штангенциркули изготавливаются из углеродистой или нержавеющей стали, с дюймовой и метрической шкалой. Штангенциркули изготавливаются двух типов по виду стопорения: со стопорным винтом и курковым механизмом. Штангенциркули ШЦ-I по ISO 9002 изготавливаются из углеродистой с хромовым покрытием и нержавеющей стали, со значением отсчёта по нониусу 0,05 мм и 0,1 мм, 1 и 2 классов точности. Твёрдость измерительных поверхностей инструментальной и конструкционной стали не менее 51,5 HRC.
Технические характеристики приведены в таблице 1.
Таблица 1 — Технические характеристики штангенциркулей ШЦ-I
| Модель | Пределы измерения, мм | Цена деления нониуса, мм | Погрешность измерений, мм | Габариты, мм | Масса, кг | |
| I класс | II класс | |||||
| ШЦ-I-125-0,1 | 0-125 | 0,1 | ±0,05 | ±0,1 | 205×80×15 | 0,14 |
| ШЦ-I-125-0,02 | 0,02 | ±0,02 | — | 205×80×15 | 0,14 | |
| ШЦ-I-125-0,05 | 0,05 | ±0,05 | — | 205×80×15 | 0,14 | |
| ШЦ-I-150-0,1 | 0-150 | 0,1 | ±0,05 | ±0,1 | 235×80×15 | 0,17 |
| ШЦ-I-150-0,02 | 0,02 | ±0,02 | — | 235×80×15 | 0,17 | |
| ШЦ-I-150-0,05 | 0,05 | ±0,05 | — | 235×80×15 | 0,17 | |
| ШЦ-I-200-0,1 | 0-200 | 0,1 | ±0,05 | ±0,1 | 285×95×15 | 0,41 |
| ШЦ-I-200-0,02 | 0,02 | ±0,02 | — | 285×95×15 | 0,41 | |
| ШЦ-I-200-0,05 | 0,05 | ±0,05 | — | 285×95×15 | 0,41 | |
| ШЦ-I-250-0,1 | 0-250 | 0,1 | ±0,05 | ±0,1 | 335×110×15 | 0,55 |
| ШЦ-I-250-0,02 | 0,02 | ±0,02 | — | 335×110×15 | 0,55 | |
| ШЦ-I-250-0,05 | 0,05 | ±0,05 | — | 335×110×15 | 0,55 |
Советы по выбору
Приобретение любого измерительного инструмента – дело очень важное и ответственное, поэтому к его выбору нужно подходить с особой тщательностью
Первое, на что нужно обратить внимание при покупке прибора – это класс точности и условия, в которых инструмент предполагается использовать

При покупке штангенциркуля, предназначенного для тонких ювелирных работ, лучше остановиться на коротких миниатюрных образцах длиной 12-15 см. Ими гораздо удобнее выполнять замеры небольших предметов, не боясь повредить их поверхности.
Если же на первом месте стоит удобство выполняемых работ, а также скорость измерений, то лучше остановить свой выбор на электронно-цифровой или циферблатно-стрелочной модели. Что касается класса точности, то для бытового применения вполне достаточно прибора с отсчётом 0.1 мм, а для профессиональных образцов требуется куда более высокая точность: шкала отсчёта на таких приборах должна иметь шаг 0.05, 0.02 и даже 0.01 мм.

Следующим важным критерием станет выбор производителя. Специалисты рекомендуют приобретать продукцию известных торговых марок, что будет выступать гарантом надёжности, точности и высокого качества измерительных приборов. Если замеры планируется производить в сложных внешних условиях, лучше приобрести прибор, на котором шкала будет выгравирована на металле, а не нарисована краской. Лучшими профессиональными моделями считаются немецкие, японские и швейцарские образцы, которые в принципе не могут быть дешёвыми. Зато такой штангенциркуль прослужит не один десяток лет и достанется в наследство внукам.
Во время покупки следует проверить наличие сопроводительной документации с указанием класса точности и марки стали, а также убедиться в отсутствии люфта между неподвижными и подвижными частями. Кроме того, нулевые отметки обеих шкал при плотно сведённых губках должны обязательно совпадать. В случае некорректной работы инструмента, слишком тугого или, напротив, лёгкого хода измерительной рамки и губок, а также при наличии дефектов и повреждений от покупки прибора следует отказаться.
Как пользоваться штангенциркулем, смотрите далее.
Точность изделия
Штангенциркули разметочные предназначены сугубо для нанесения разметки и проведения измерений
Притом очень важно, чтобы устройство было максимально точным. Так что к этому качеству предъявляются самые суровые требования
Обычно производители указывают значение точности в техническом паспорте разметочного устройства. Тем не менее у некоторых изделий эта характеристика указывается на упаковке или на самом штангенциркуле. Согласно строгим регламентам (в т. ч. и ГОСТ 166–89), допустимый «разброс» в точности может быть от 0,02 до 0,1 мм.
Однако следует учитывать, что на эту характеристику могут негативно влиять определённые факторы:
- Повреждения рабочих поверхностей (например, царапины или забоины).
- Отсутствие параллельности между губками.
- Износ губок.
- Некачественная настройка нулевых показаний.
- Чрезмерные усилия при эксплуатации изделия.
- Грязь между деталями.



