Как варить профильные трубы
- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды
Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место
Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.
 В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.
 Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Подготовка рабочего места
Рабочее место сварщика должно быть оборудовано в соответствии с правилами безопасности. Работы производятся в сухом, хорошо проветриваемом месте, не имеющем поблизости легковоспламеняющихся или взрывоопасных веществ. Оптимальный вариант — создание кабины с открытым верхом для возможности отвода сварочных газов. Стенки кабины должны состоять из негорючих материалов. Площадь кабины должна быть не менее 4,5 м2. Неподалеку должны находиться средства пожаротушения — огнетушители, песок, вода.
Рабочее место сварщика
Обучение проводят на открытых площадках, в более простых условиях, так как задача состоит в овладении навыками, а не в обеспечении высокой производительности работ. При этом все требования безопасности должны быть соблюдены неукоснительно:

Средства защиты сварщика
- одежда сварщика должны быть изготовлена из толстой плотной ткани. Существуют готовые костюмы из брезента, оптимальным образом подходящие для таких работ;
- запрещены накладные карманы;
- обувь должна быть прочной и закрытой, защищающей от попадания брызг, сопутствующих плавлению металла;
- обязательно иметь маску сварщика и специальные краги — защитные перчатки с высокими манжетами.
Для удобства работы необходимо разложить в зоне свободного доступа электроды, провода не должны мешаться под ногами при передвижении.
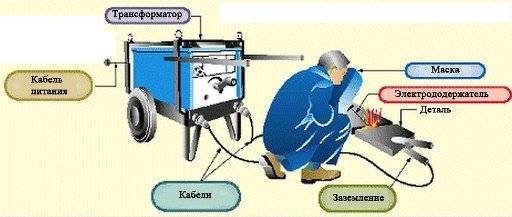
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.

Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток – в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.

Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Как узнать – где металл, а где шлак
Новичку стоит научиться понимать, где металл, а где шлак. Через маску шлак имеет вид тёмных пятен
Когда сварочные работы будут завершены, требуется осторожно убрать шлак с помощью специального молоточка. Лучше при этом, чтобы маска была опущена
Сварочный электрод зажигается, как спичка, либо легким постукиванием. Бывает такое, что электрод прилипает и после этого не зажигается. Нужно аккуратно убрать обмазку руками, поскольку в этом варианте сгорает стержень.

Нельзя стучать электродом, так как может отлететь обмазка больше требуемого, и стержень останется голым. Тогда риск залипания электрода лишь увеличится.
Когда начинающий сварщик со всем этим научится справляться, можно попробовать нанести вертикальные валики. Для этого прихватывается пластина к столбу и накладывается вертикальный шов.
Делается это снизу вверх. При использовании рутиловых электродов сварка выполняется в отрыв. Если и этот этап сварщик прошёл успешно, то он может пробовать приниматься за монтаж забора.
Основы обучения электросварке
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны. Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака
Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений.Привлекательным вариантом является “Хамелеон”.

Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.

Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.

Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Что необходимо знать начинающему сварщику
Электросваркой принято называть соединение металлических заготовок при помощи электрической дуги. Пропущенный ток между электродом и металлом вызывает большую температуру, которая плавит металл и переносит его в сварочную ванну. Таким образом, появляется сварочный шов.
Чтобы быстро научиться варить инвертором, необходимо усвоить несколько важных правил, а именно:
- Безопасность превыше всего. Нельзя варить без хорошей маски сварщика, плотной одежды и надежной обуви;
- Чтобы научиться быстро варить, понадобится усвоить определённые азы электросварки. В первую очередь это выбор электродов и сварочного тока.

Ниже будут представлены первые шаги электросварщика, с которых следует начинать учиться варить.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
https://youtube.com/watch?v=usm9dqPDQAg%3F
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.

После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Физические принципы процесса
До того, как научиться сварке самостоятельно в домашних условиях, новичок-электросварщик обязан получить представление о базовых принципах электродуговой сварки (далее по тексту – ЭС) и усвоить теоретические азы сварки инвертором или сварочным трансформатором, чтобы не варить «в слепую», не понимая сути выполняемой работы. Электросварка — это одна из наиболее распространенных технологий создания неразъемного монолитного соединения металлических деталей способом сплавления.
Аналогичный способ сплавления в настоящее время широко применяется при соединении полипропиленовых труб. Разница только в температурах плавления свариваемых металлов и полипропилена и типе соответствующего оборудования, из-за чего сварку полипропиленовых элементов нередко называют пайкой, а используемые нагревающие устройства — паяльниками.
Данная методика основывается на расплавлении кромок соединяемых элементов за счет температуры электрической дуги (далее по тексту – ЭД), загорающейся в пространстве между электродом и основным металлом. ЭД представляет собой длительный разряд высокой мощности в газовой среде между электродом и основным металлом. Температура горения ЭД достигает 7000 град. Ц, что превосходит параметры плавления существующих конструкционных металлов и их сплавов.
Инициирование и горение ЭД протекают в следующей последовательности:
- При соприкосновении стержня сварочного электрода с подготовленной кромкой изделия под воздействием электромагнитного поля создается режим короткого замыкания в сварочной электрической цепи.
- При отводе электрода от кромки изделия на 2-4 мм под воздействием электромагнитного поля зажигается ЭД. Горящая дуга обеспечивает преобразование электрической энергии в тепловую, мощности которой достаточно для расплавления конца электродного стержня и кромки свариваемого металла.
- При устойчивом режиме горения ЭД происходит стабильное плавление материала электродного стержня и металла детали/заготовки. Капли расплавленных металлов образуют в зоне плавления так называемую сварочную ванну, представляющую собой слой расплавленного металла на поверхности изделия.
- Вместе со стержнем электрода плавится покрытие электрода, создавая газовую либо газошлаковую защитную оболочку вокруг сварочной ванны и самой ЭД, изолирующую их от воздействия атмосферного азота и кислорода.
- После твердения и кристаллизации сварочной ванны образуется прочное неразъемное сварное соединение.
Важно! При сварке двух деталей в сварочной ванне перемешиваются материалы обеих деталей. Данная смесь наделена такими же показателями прочности, как и металлы соединяемых изделий, что создает определенное преимущество этого способа по сравнению с другими методами соединений изделий, исключающих расплавление материала
- По мере продвижения ЭД и кристаллизации сварочной ванны образуется сварной шов, непосредственно связывающий обе детали.

- поз. 1 – покрытие электрода, обеспечивающее газовую защиту сварочной ванны;
- поз. 2 – сварочный электрод;
- поз. 3 – газозащитная оболочка, образованная при испарении покрытия электрода;
- поз. 4 – локальная зона расплава стержня электрода и металла заготовки;
- поз. 5 – заготовка;
- поз. 6 и 7 – поверхности сварного шва. Темным оттенком поз. 7 выделена застывающая, более холодная, часть сварного шва
На практике электросварка для начинающих реализуется следующим образом:
- зажигается ЭД с последующим поддержанием ее определенной длины;
- выполняются манипулирования электродом, чтобы придать шву нужную форму;
- электрод перемещается по направляющей линии наложения сварного шва;
- прекращение сварочного процесса.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм
Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже
Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
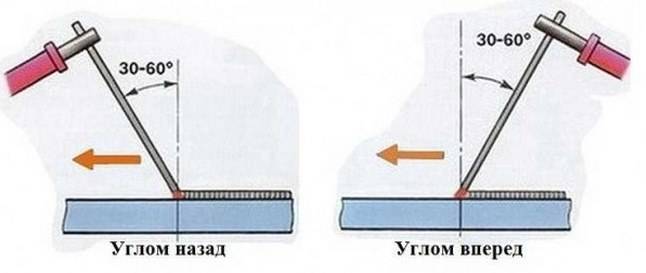
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
https://youtube.com/watch?v=OieoT1LIvQw%3F
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик;
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке;
- обеспечено качественное освещение;
- устроена вытяжная вентиляция для удаления сварочных газов;
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Назначение инвертора и сферы применения
В случаях, когда с учетом параметров свариваемого материала требуется особый подход к созданию шовных соединений правильная сварка инвертором зачастую является самым лучшим решением.
Благодаря продуманной и слаженной работе механизмов соединение элементов инверторным аппаратом приобретает все большую востребованность в самых разных направлениях:
- за счет компактности и хорошей транспортабельности оборудования данная технология сваривания активно используется не только в производственных, но и в бытовых условиях, обеспечивая при этом высокий КПД. Даже при отсутствии навыков самоучитель по сварке инвертором позволяет в кратчайшее время освоить технологию;
- разнотипная сварка предоставляет мастерам новые возможности, к числу которых принадлежат форсирование дуги и антизалипание;
- сварочный процесс полностью автоматизирован, что значительно упрощает работу сварщика;
- инверторная сварка эффективно и надежно соединяет материалы разного происхождения, в том числе и разнородные: высоколегированная и нержавеющая сталь, титан, алюминий, медь и другие металлические сплавы.
На объектах разного назначения может выполняться сваривание электрическим инвертором, включая также бытовые условия. Сама технология не требует специального стационарного обучения, уроки сварки инвертором можно посмотреть в интернете.
Вертикальное соединение
Вертикальные швы выполняются несколько иначе, и к их созданию необходимо приступать только после хорошего освоения сваркой в нижнем положении. Критерием в этом случае является прерывистая дуга, обеспечивающая застывание наложенного металла, и предотвращающая его падение вниз. После выполнения прихваток, концом электрода делаются поперечные движения, с отрывом дуги после одной-двух манипуляций. Шов ведется снизу вверх.
Сварочные режимы
Умение подобрать правильный режим сварки — обязательное условие для хорошего качества работы. Вот основные стандарты:
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
| 1 | 1 | 15-20 |
| 2 | 2 | 30-50 |
| 3 | 3 | 70-100 |
| 4 | 3 | 100-150 |
| 5 | 4 | 160 |
| 10 | 5 | 180-200 |
Электросварка является экономичным и прочным способом соединения металлических деталей. Проявляя терпение, усидчивость, и следуя вышеизложенным советам, можно быстро овладеть дуговой сваркой и успешно реализовывать свои строительные цели.



