Или все-таки инвертор?
Конечно, в нем собраны все пожелания домашнего мастера по сварке: широчайшие функциональные возможности, разнообразные режимы сварки – все для счастья человека. Популярности среди широких масс населения этому типу сварочного оборудования не занимать. Цена, правда, высоковата. Но по мнению многих, эта овчинка по-настоящему стоит выделки.
На что обращаем внимание при его выборе домой?
- Главный критерий – также напряжение электрической сети, это те же 220В и 380В. И так же, как в предыдущих случаях, трехфазные модели инверторов являются более мощными. А от мощности устройства зависит его долговечность и срок использования. Ведь чем больше мощность, тем меньше перегревается аппарат.
- Следующий критерий – характеристики токов и режимы сварки. Их выбор будет зависеть только от одного – толщины свариваемых металлических заготовок. В интернете вы сможете найти множество данных о зависимости диаметра сварочных электродов в миллиметрах от значения сварочного тока в амперах. Обычно для домашнего инвертора вполне хватает силы тока от 60А до 160А. К тому же имеющаяся возможность плавно регулировать величину тока позволит вам еще больше повысить качество сварочного шва.
- Еще один важнейший фактор, который нужно учитывать при выборе инвертора в обязательном порядке. Это продолжительность включения ПВ, которая показывает время работы аппарат без перерыва при максимальных значениях тока. Иногда этот показатель называют ПН – продолжительностью нагрузки. Чем выше продолжительность включения, тем дольше инвертор сможет функционировать без перегрева. Вообще-то ПВ можно рассчитать, исходя из чистого времени сварки по отношению к паузам для смены электрода или подготовки материалов. Если, к примеру, в спецификации инвертора указана ПВ в 80%, то чистое время сварочного процесса будет длиться ровно 4 минуты. Затем вам придется сделать паузу длительностью в 1 минуту.
- Следующий критерий всегда указан в паспорте устройства – мощность инвертора. В этой строчке называется уровень номинального сварочного тока, при использовании которого инвертор не будет самопроизвольно выключаться из-за перегрева. Мощность лучше выбирать с запасом: если потребность в номинальном токе составляет 120А, выбирайте аппарат с показателем в 180А. Такой запас позволит вам использовать длинные электрические кабели и, самое главное, вы сможете работать при скачках напряжения с общей сети.
- ДПН расшифровывается как «диапазон питающего напряжения». Этот параметр делает безболезненными перепады напряжения в 20 – 30%, которые встречаются сплошь и рядом в сельской местности.
- Лучшие сварочные инверторы снабжены фирменными дополнительными опциями, которые облегчают работу сварщика – новичка, должны быть особенно важны для вас, если вы – тот самый новичок в сварочном деле. Речь о АП – антиприлипании, ГС – горячем старте, ФД – форсаже дуги. Значимы ли они для вас с вашим текущим опытом – решать вам и только вам.
В качестве резюме пройдемся по главным идеям нашего обзора. Классификация сварочных аппаратов – стройная и понятная система, которая отлично поможет принять решение, какой сварочный аппарат будет самым оптимальным для ваших работ в домашних условиях.
Желаем дельного похода в магазин, грамотного продавца и хороших помощников рядом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
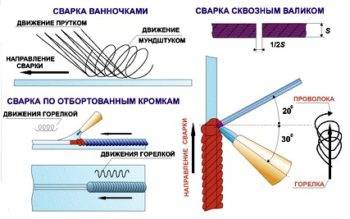
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.
Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь
Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
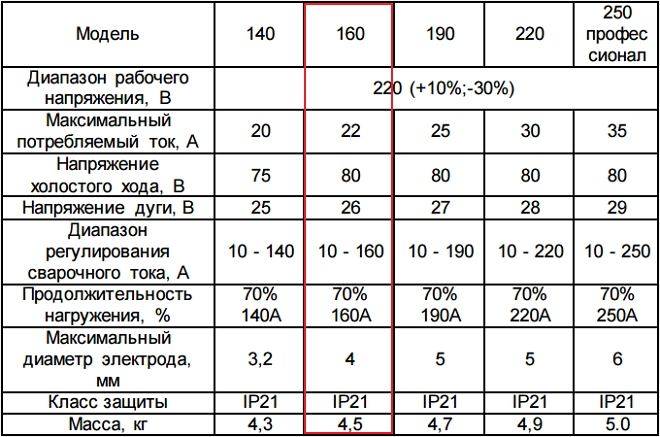
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:

Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Примеры выбора сварочного инвертора
Задача 1:
- Сварка в бытовых условиях (в гараже или на даче, для собственных нужд).
- Детали – уголок, толщиной 3мм и труба с толщиной стенки 3 мм.
- Режим сварки – кратковременный (ПВ=30%).
- Сеть – 220В, напряжение в сети – в норме, питающий кабель не более 15м.
- Сварочный ток – 80-120А.
- Электроды – 2,5 – 3,0 мм.



АРС Mini ARC-200D NEON ВД-163 БАРС Profi ARC-217D
Задача 2:
- Сварка в бытовых условиях (в сельской местности, фермерское хоз-во, в коттедже).
- Детали – уголок, труба, толщиной до 6мм, лист, полоса толщиной 3-5мм.
- Режим сварки – средней продолжительности (ПВ=40-50%).
- Сеть – 220В, напряжение в сети – пониженное, 170-190В, удлинитель питающего кабеля более 30м.
- Сварочный ток – 50-150А.
- Электроды – 2,0 — 4,0 мм.


Форсаж-180 NEON ВД-183 Торус-200 Классик
Выбираем подходящую модель
Как выбрать сварочный аппарат, который при интенсивном использовании прослужит долгие годы без поломок? Прежде всего, нужно определиться, какой фирмы будет прибор и какими техническими характеристиками он будет обладать.
Импортные приборы чаще всего представлены моделями китайского производства – Aurora, Сварог, Foxweld и т.д. Не стоит опасаться за качество такого товара, поскольку это довольно известные марки, которые осуществляют контроль продукции на всех этапах производства. Те, кто отдает предпочтение европейским брендам, могут остановить выбор на сварочниках от ESAB, Fubag и некоторых моделях от Elitech. Для приверженцев российской техники подойдут модели марок Кедр, Ресанта или Интерскол.
Обратите внимание на напряжение питания: бытовой сварочный аппарат может быть подключен к обычной электрической сети, а вот продвинутый сварочник будет работать только при трехфазном напряжении. Немаловажным является и напряжение холостого хода, которое позволяет быстро разжечь электрическую дугу и обеспечить ее равномерное горение
Аппараты, использующие для сварки постоянный ток, имеют НХХ до 90 В, устройства для переменного тока – до 80 В.
Мощность сварочного аппарата зависит от силы тока, которую он может произвести. Приборы, предназначенные для использования дома, на стройке, на небольшом производстве, выдают ток в 200 – 250 А. Сварочный инвертор для крупных промышленных работ выдает силу тока 250 – 500 А.
На функциональность прибора указывает и продолжительность времени работы – временного промежутка, на протяжении которого техника способна работать без отключения
Обратите внимание, что европейские производители рассчитывают этот показатель при температуре + 40 градусов по Цельсию, китайские – при температуре +20 градусов по Цельсию
Самый лучший сварочный инвертор будет иметь высокую степень защиты от воздействия внешней среды. Наиболее популярны модели со степенью защиты от IP21 до IP23, в корпус которых не могут попасть предметы с диаметром, превышающим 12 мм. Наиболее защищенными от влаги являются приборы с индексом IP23: вода не попадет в их корпус даже тогда, когда будет поступать под углом в 60 градусов.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.

Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
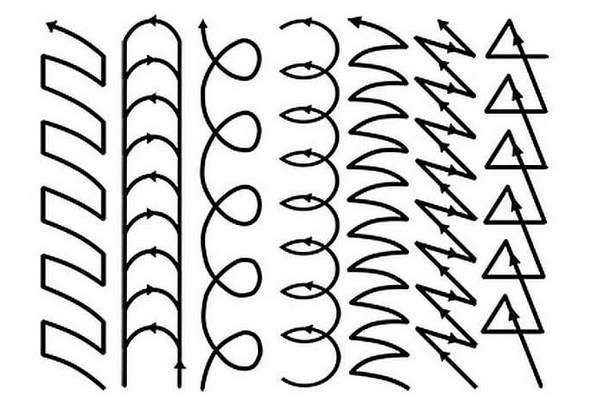
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Классификация инверторов
Инверторы подразделяются на виды в зависимости от разных критериев.
Если первой характеристикой сварочных аппаратов является технология сварочного процесса, то классификация следующая:
- инверторы MMA для работы в ручном режиме;
- для полуавтоматической сварки MIG/MAG;
- в среде с защитным инертным газом TIG;
- для плазменной сварки CUT.
Инверторы MMA

MMA сварка.
Предназначены для ручной сварки с помощью покрытых электродов. На эти устройства любо-дорого смотреть, а работать еще приятнее: компактные, небольшого веса, надежные и простые в сервисном обслуживании. Швы в результате получаются аккуратными и самого высокого качества во всех отношениях.
Возможности аппаратов MMA самые широкие, во всяком случае их вполне достаточно для кустарных и домашних нужд – все несложные работы такому аппарату по полечу. Поэтому инверторные устройства типа MMA – самые любимые и популярные для работ дома или на небольшом производственном участке. Это, безусловно, надежный сварочный инвертор и технологический выбор номер один «домашних» задач.
Инверторы – полуавтоматы
Устройство аппаратов полуавтоматического вида посложнее. Они намного мощнее и, соответственно, обладают большим габаритами, причем это касается как веса, так и размеров. Оно и понятно, полуавтоматы используются на производствах, это вовсе не домашние агрегаты – дома работать с ними будет довольно проблематично.
Главная фишка полуавтоматов инверторного типа такая же, как и обычный полуавтомат. Это сварка при помощи проволоки, которая подается на определенной скорости специальным приспособлением в зону формирования шва.
В инертном облаке
Что же касается сварки под защитой инертного газа, то она проводится с помощью инверторов – полуавтоматов еще более сложного типа. Они весьма недешевые по стоимости и также предназначены для промышленного производства, это профессиональные сварочные аппараты.
Как мы уже знаем, полуавтоматы требуют дополнительных материалов и оборудования. Электроды в данной технологии могут быть двух видов: плавящиеся и неплавящиеся из вольфрама.
Инверторы для плазменной сварки и резки
Несмотря на то, что этот аппарат для сварки находится по классификации на этом месте, он совершенно не предназначен для классических сварочных работ – им попросту варить нельзя. Эти инверторы используются на производствах. Главная особенность – это буквально аптекарская точность резки металлических деталей вне зависимости от толщины, они могут резать очень толстые заготовки.
Сварка тонкого металла
В частном доме или на даче обычно свариваются тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому лучше перед ответственной сваркой потренироваться на изделиях большей толщины. После этого можно пробовать варить тонкий металл. При этом следует руководствоваться следующими советами.
- При сварке изделий необходимо настраивать минимально рекомендованную силу тока.
- Варить нужно углом вперёд.
- Проводить работу нужно на обратной полярности.
- Чтобы уменьшить деформации деталей при нагреве, рекомендуется закрепить их тисками или струбцинами.
- Если стыкуются элементы длиной более 50 мм, то для начала необходимо выполнить прихватки.
Преимущества и недостатки
Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
К «плюсам» сварочных инверторов однозначно относятся:
- Малый вес.
- Возможность работы при довольно низком напряжении в сети, электроника отлично держит дугу даже при 160-180 вольт в электросети.
- Плавная регулировка электротока, выдаваемого аппаратом.
- Возможность работать практически со всеми типами электродов.
- Легкий и эффективный розжиг дуги.
- Возможность настройки на работу с различными материалами, как по толщине сращиваемого металла, так с различными металлами – например, алюминием, чугуном.
- Практически полное отсутствие скачков напряжения при работе даже на перегруженных сетях.
К сожалению, имеются и минусы, но они в большинстве не связаны с непосредственной эксплуатацией инструмента:
- Высокая по сравнению с трансформаторными моделями цена.
- Требовательность к условиям работы – положительная температура, приемлемая влажность, незначительная запыленности.
- Дороговизна ремонта – используемые электронные компоненты чаще всего ремонтируются или в специализированных сервисных центрах, или дешевле купить новый инвертор.
Суть технологии сварочного инвертора состоит в том, что переменный ток электрической сети посредством работы электронных компонентов преобразуется сначала в постоянный ток, а потом еще одни раз в переменный, но уже с другими качественными показателями – высокой частотой (порядка 20 000–50000Гц) и большой силой тока – 100–200 Ампер, но при этом с небольшим напряжением порядка 60-90 В.
Трансформатор – ветеран пенсионного возраста
Многие мастера считают трансформаторы устаревшими аппаратами, место которым на заводах утилизации. Есть и другие точки зрения. Попробуем разобраться.
Это действительно самый старый профессиональный сварочный аппарат, применяемый в сварке. Одновременно и самый простой по своему устройству. Главная задача трансформатора – преобразование электрического тока, а если точнее – снижение напряжения до приемлемого уровня для сварки.
Конструкция трансформатора предельно проста: один из самых главных элементов – сердечник. На нем расположены две обмотки – первичная и вторичная. Одна из них работает как статичная, вторая двигается относительно первой, происходит движение одной обмотки на фоне неподвижности другой.
Этот процесс обеспечивает изменение тока в сторону понижения. На этом участке могут быть разные варианты механизма действия, но главное остается одним: снижение напряжения тока для того, чтобы подача тока на дугу была устойчивой.

Сварочный трансформатор.
Особенность трансформаторов – только переменный ток на выходе. Этот факт говорит не в пользу качества сварочного шва. Дело в том, что при переменном токе металл имеет свойство разбрызгиваться в разные стороны. Варить нужно с использованием рутиловых или фтористо-кальциевых электродов, диаметр самых оптимальных сечений – около 1,5 – 2,5 мм.
Электроды нужно выбирать, исходя из максимальной силы тока и напряжения в устройстве.
Как у любого другого технического устройства, у трансформаторов есть свои преимущества и недостатки.
Положительные свойства сварочного трансформатора следующие:
- Они просты в конструкции, и, следовательно, удобны в обслуживании.
- Чрезвычайно высокая надежность.
- Недорогие по стоимости.
- У них довольно высокая производительность – до 90% коэффициента полезного действия.
Теперь сравним их с недостатками трансформатора:
- Массивность: большой вес и крупные габариты.
- Высокий расход электроэнергии, так как много нужно на предварительный разогрев самого аппарата. Охлаждение вентилятором тоже требует немалой энергии.
- Высокая зависимость от сетевого напряжения: при его понижении качество выходного сварочного тока снижается в значительной степени.
И еще один важный фактор. Для того, чтобы варить с использованием трансформаторов, нужны довольно серьезные навыки. Для новичков это непросто, у них часто возникают трудности с удержанием качественной дуги.
Итак, что у нас вышло по трансформаторам: серьезные габариты, высокий расход энергии, нужны предварительные навыки сварки. Стабильность дуги и качество швов не всегда идеальные. Зато дешевые по стоимости. Имеют перспективы? Да, конечно, эти перспективы со временем тают.
Самым подходящим определением будет «уходящие аппараты». Трансформаторы подходят тем, для кого больше всего важны критерии низкой цены, долговечности и надежности.
Советы и возможные ошибки
Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
Важно взять за привычку очищать от ржавчины и налета места соединения.
Как выбрать сварочный аппарат для дома
Универсальность, компактность, легкий вес, простота в использовании, недорогая цена – вот какой сварочный аппарат хочется иметь дома в качестве собственного агрегата. Большинство покупателей сварочных аппаратов в дом останавливают свой выбор на инверторных моделях.
Это факт вовсе не означает, что трансформаторы или выпрямители перестали покупать. И тому есть причины. Давайте разбираться, какой сварочный аппарат лучше для вас «здесь и сейчас». Виды сварочного оборудования чрезвычайно разнообразные, поэтому делаем выбор с учетом всех персональных потребностей.

Выбираем домой трансформатор:
Самое главное, на что нужно обращать внимание при выборе сварочного трансформатора для домашней работы, это рабочее напряжение понижающего трансформатора
Они в состоянии работать от сети с двумя характеристиками: или трехфазной, или однофазной со значениями 380/220В
Есть модели универсального пользования, которые могут подключаться к любому виду сети: на 220В, на трехфазную сеть, на фазное напряжение между двумя фазами.
Следующий по важности параметр – это мощность трансформатора. В этом отношении оптимальными являются аппараты, работающие от сети с напряжением в 380В, они значительно мощнее и почти не вызывают перекосов напряжения в сети
Но далеко не у всех потребителей домашних сварочных аппаратов имеется возможность подключения к трехфазной сети. Следует помнить, что мощность трансформатора не может быть выше предельно допустимой мощности в вашей домашней сети.
Третий критерий выбора трансформатора – параметры рабочих токов и диаметр требуемых электродов. Если вы собираетесь варить углеродистую сталь, вам вполне будет достаточно диапазона от 80А до 160А, выбирайте электроды от 1 до 6 мм. Конечный выбор электрода зависит от толщины краев металлических заготовок.
Ну и габариты агрегата. Они, как мы знаем, у трансформаторов весьма внушительные. Но эта внушительность должна вас волновать только в случае, если вы собираетесь перемещаться для проведения сварочных работ. Вы уверены, что будете это делать дома?
Если нужен выпрямитель:
- Для сварочных выпрямителей нужен импульсный выпрямленный ток, тогда они дают возможность варить при устойчивой дуги и без разбрызгивания металла. Помимо этого, при правильном использовании они экономят расходование дорогих электродов. Выпрямленный ток способствует формированию ровного и тонкого сварочного шва.
- Требования и пожелания по сетевому току и напряжению практически такие же, как и с трансформаторами. Они могут работать при обоих вариантах переменного тока, их включают хоть по однофазной мостовой схеме, хоть по трехфазной. Трехфазная схема при использовании выпрямителя предпочтительнее: при ней дуга устойчивее и мощность выше. Поэтому следует ориентироваться на подключение к трехфазной сети в 380В.
- Проверяем и оцениваем принцип регулировки режимов сварки, диаметр требуемых электродов, верхний и нижний уровни сварочных токов.
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
Сварочный шов образовывается при перемещении ванны
Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода
Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Это интересно: Аппарат для лазерной резки металла — его виды и предназначение
Распространенные виды сварки
Инверторные аппараты классифицируются по типу сварки, от чего зависят размеры и масса устройств. Миниатюрные модели инверторов соответствуют ручным видам сварки. Их применяют в бытовых условиях и в небольших домашних мастерских. Полуавтоматические инверторные приборы чуть больше по размеру и весу. Их мощность также имеет более высокий показатель. Такие модели можно использовать как в домашних условиях, так и на небольших производствах.
По типу назначения инверторные аппараты разделяются на бытовые, профессиональные и узкоспециализированные модели. Изготовлением бытовых конструкций в основном занимаются китайские производители. Но не всегда эти устройства отличаются высоким качеством и отличными характеристиками. Именно поэтому предпочтительнее выбирать брендовые аппараты. Что касается профессиональных и узкопрофильных устройств, их производством занимаются страны Европы, Россия и США.

В конструкциях профессионального типа инверторов применяются электроды разных видов, мощности и спектра возможностей, из-за чего их выбирают многие строительные компании. Высококвалифицированные сварщики, работающие самостоятельно либо на компанию, приобретают узкоспециализированные инверторы, благодаря которым получается работать с комфортом в самых сложных условиях.
Особое внимание начинающим мастерам следует уделить разновидностям швов, которые может сделать инверторный аппарат. В зависимости от расположения сварочные швы разделяются на горизонтальные, вертикальные, потолочные и наклонные
В процессе выполнения горизонтальных швов основная трудность заключается в том, что жидкий металл стекает вниз. Для создания вертикального шва специалисты делают соединения одним проходом. Потолочные швы являются наиболее трудными, так как сварочная ванна располагается кверху дном над человеком. Наклонный сварной шов также является сложным в исполнении, из-за чего специалисты рекомендуют делать соединения в один электродный прием.



