Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:

- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Как грамотно паять – важные нюансы пайки:
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Ошибки при варке труб своими руками

Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов
Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции

Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально – соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Соблюдение геометрии соединений обеспечит не только визуально привлекательный вид трубопровода, но и герметичность соединений за счет расположения элементов друг относительно друга.
Несоблюдение температурного режима сварки

Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.

Ламинат на деревянный пол своими руками: полное описание процесса. Схемы укладки, какие материла следует использовать (Фото & Видео) +Отзывы
Сварка труб в неудобном месте
Иногда возникает необходимость сварки в существующем трубопроводе, расположенном в труднодоступных местах. Сварку выполняют малогабаритным ручным аппаратом, с его помощью нагревают отрезки трубы на несколько градусов выше необходимой температуры. Далее прогревают соединительные элементы и быстро стыкуют с трубой. Температура ее за это время снизится до нормы.
Холодная сварка полипропилена
 Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.
Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали
На эстетику системы обращают внимание при наружной прокладке коммуникаций. Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения
Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.
 Разогрев деталейИсточник http://www.malolikto.ru/wp-content/uploads/2016/12/maxresdefault-4.jpg
Разогрев деталейИсточник http://www.malolikto.ru/wp-content/uploads/2016/12/maxresdefault-4.jpg
Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.
 Подрезка размераИсточник bober.ru
Подрезка размераИсточник bober.ru
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Инструкция для пайки
Оборудование и материалы
При подборе труб из полипропилена особое значение имеет, для каких именно целей вы собираетесь использовать конструкцию. К примеру, если вы хотите сделать трубопровод, то вам понадобятся трубы, диаметр которых будет не менее 16 и не более 63 мм. Очень многое зависит от уже имеющихся в доме коммуникаций. Также не получится обойтись без таких инструментов:
- карандаша,
- рулетки,
- брезентовой ветоши,
- фитингов.
Но это лишь вторичные инструменты. Для того чтобы осуществить пайку точно по инструкции вам понадобится паяльник с несколькими насадками
Особое внимание нужно уделить мощности устройства. Она должна быть не мене чем 1200 Вт
В противном случае вам не удастся осуществить операцию на качественном уровне.
Устройство для пайки, мощность которого превышает отметку в 1800, можно использовать в промышленной пайке. Если же вы новичок, то вам подобная скорость может только помешать. Когда паяльник слишком мощный, можно легко повредить конструкции из полипропиленовых труб. Здесь одной инструкции будет недостаточно. Необходим существенный опыт.
Насадки, которые вы будет использовать в процессе пайки полипропиленовых труб, состоят из нескольких частей. Основным элементом является гильза. Именно она позволяет оплавлять полипропиленовые трубы согласно инструкции.
Внимание! Качественные насадки должны иметь тефлоновое покрытие
Если брать стандартный паяльник, то к нему в комплекте идёт как минимум шесть насадок. Они отличаются друг от друга по диаметру. Некоторые устройства позволяют сразу установить три насадки. Естественно, это в значительной мере влияет на производительность.
Отсутствие необходимости в смене насадок во время пайки позволяет значительно сэкономить время и при этом сделать всё точно по инструкции. Дело в том, что нельзя сменить одну насадку на другую до того, как паяльник остынет.
Лучшими для пайки полипропиленовых труб своими руками считаются паяльники, оснащённые электронным регулятором температуры. Эти устройства позволяют с точностью до нескольких градусов подбирать оптимальный температурный режим. Благодаря ему риск навредить конструкции снижается практически до нуля.
Внимание! Вторым по важности инструментом для пайки полипропиленовых конструкций, согласно инструкции, являются ножницы для пластика
При какой температуре нужно осуществлять пайку
Чтобы всё прошло согласно инструкции полипропиленовые конструкции нужно паять при температуре насадки не более чем 260 градусов. Стоит вам превысить данную отметку хотя бы на 10 единиц, и пластиковая основа потеряет свою устойчивость. Как результат элемент просто не войдёт в фитинг. При этом он будет липнуть ко всему, чего будет касаться.
Тем не менее недостаточного нагрева также нужно избегать. Стоит помнить, что если полипропиленовая конструкция не достигнет нужной вязкости и пластичности — диффузия станет невозможной. В таком случае надёжность соединения будет под огромным вопросом. Естественно, что о сроке службы в 50 лет при такой пайке не может быть и речи.
Инструкция пайки
Чтобы осуществить качественную пайку полипропиленовых коммуникаций следуйте данной инструкции:
- Обрежьте полипропиленовые элементы при помощи специальных ножниц. Разрез должен быть перпендикулярным к оси.
- Подберите фитинг подходящего диаметра. Размер элемента в холодном состоянии немного меньше, чем размер трубы.
- Очистите раструб фитинга. В качестве обезжиривающего вещества можно использовать обычную мыльную воду. Некоторые строительные эксперты рекомендуют использовать спиртовой раствор.
- Высушите фитинг после чистки.
- Установите на паяльник подходящую насадку.
- Вставьте трубу в гильзу с расчётом, что паять придётся всю скрывшуюся в отверстии поверхность.
- Наденьте раструб фитинга на дорн.
- Выдержите подходящее для трубы, выбранного вами диметра время нагрева.
- Снимите элемент с паяльника и осуществите соединение. При этом старайтесь не делать поворотов.
При условии, что пайка полипропиленовых элементов была осуществлена точно по этой инструкции — образуется сплошной наплыв на раструбе. Он будет напоминать собой своеобразный валик по всей окружности.
После того как пайка завершена — вам остаётся выдержать период, пока полипропиленовая конструкция не остынет. При этом необходимо обеспечить детали максимальный покой или же возможны серьёзные деформации.
Внимание! Нельзя осуществлять пайку полипропиленовых труб при температуре менее нуля градусов
Это важное условие инструкции
Подготовительные работы
Прежде, чем начать сварку ПП труб, следует подготовить отрезки требуемой длины, обработать их края, очистить материал от грязи и жирного налета. Нанести отметку глубины вхождения трубы в фитинг.
Разрезание труб перед свариванием
Какой инструмент для этого используют, описывалось в предыдущих главах
Важно, чтобы срез был перпендикулярным к оси трубы, острые края исключены нанесением фаски, что обеспечит удобную вставку ее в полость фитинга. Необходимо удалить заусеницы и стружку, образованную при резке
Обезжириваем область сварки
Поверхность места сварки должна быть очищена от химических и механических загрязнений. Грязь удаляют ветошью. Для обезжиривания применяют изопропиловый спирт. Растворители, бензин, керосин использовать нельзя, они разрушают пластик.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
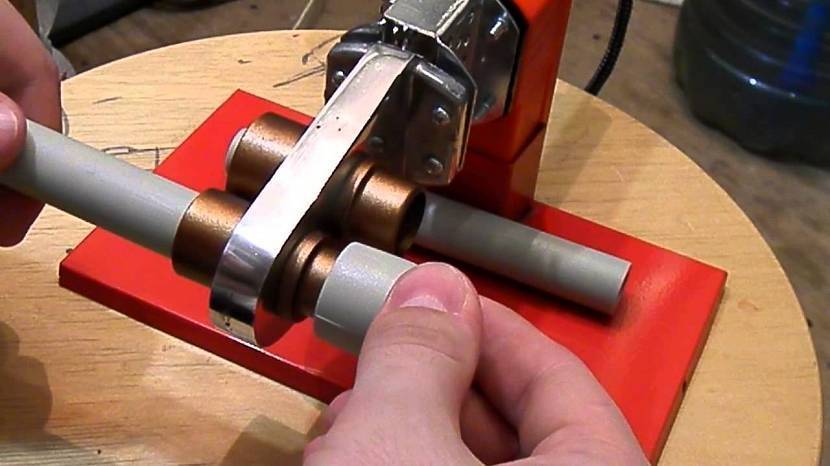
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Типичные ошибки
Новички в сантехнических работах и мастера-самоучки, которые хотят сэкономить на услугах профессиональных монтажников, часто совершают одинаковые ошибки. На первый взгляд, это мелочи, но они приводят к тому, что система быстро выходит из строя.
Чего не стоит делать при монтаже ПП-труб своими руками:
Чрезмерно спешить. Сварка ПП-труб требует некоторой оперативности. Но это относится только к скорости соединения деталей, пока они еще горячие. В остальном спешка имеет негативные последствия. Чаще всего начинающие мастера просто не дают паяльнику нагреться до нужной температуры. В результате «сцепляемость» деталей плохая.У нерасторопных монтажников другая проблема – они прогревают детали до нужной температуры, а потом долго прилаживаются, прежде чем вставить трубу в фитинг. За эти несколько секунд температура изделий падает, а вместе с ней падает и качество диффузии.
- Полагаться на температурные показатели встроенного в паяльник термометра. Если оборудование старое или от недобросовестного производителя, необходимые 260-270 градусов на дисплее могут появиться из-за сбоя в работе. Реальная температура насадок часто бывает ниже этого параметра. Для страховки её нужно проверять контактным термометром. Стоит такой девайс недорого, а в хозяйстве пригодится не только для работы с паяльником.
- Перегревать пропиленовые изделия. Новичкам может показаться, что чем дольше греть, тем лучше получится соединение. На деле это не так. Если растопить пластик слишком сильно, то в трубе образуется наплыв. Он будет препятствовать свободному течению жидкости по трубопроводу или вовсе закупорит отрезок трубы.
- Сваривать трубы на улице в холодную погоду. При низких температурах детали остывают слишком быстро, как и соединительный шов. Они не успевают надежно схватиться.
- Не очищать трубы и насадки от пыли и жира. Это также негативно сказывается на качестве соединения.
- Не торцевать трубы с алюминиевой армировкой. Температура и время плавления у алюминия и пропилена разные. Хотя алюминий относится к антикоррозийным материалам, из-за него трубы могут протекать.
- Монтировать сразу все элементы трубопровода на полу (столе, земле). Такой конструктор потом уже невозможно установить по схеме.
- Использовать для горячего трубопровода тонкостенные трубы. Они не выдержат высоких температур, вытянутся и со временем лопнут.
- Резать трубы ножовкой или электролобзиком без последующей зачистки среза наждачной шкуркой.
- Пытаться ускорить процесс остывания трубы холодной водой или воздухом.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых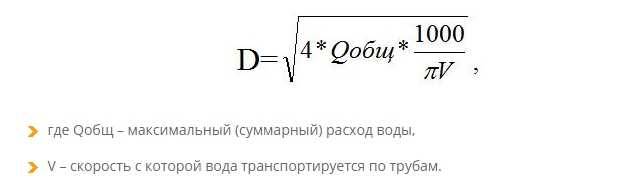
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб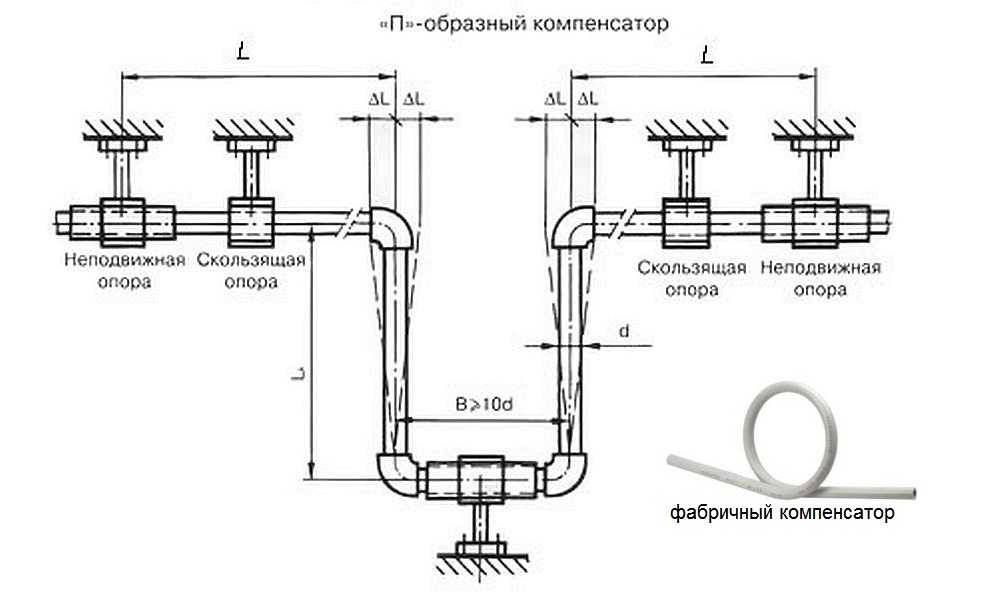
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Как правильно паять полипропиленовые трубы
Инструменты и материалы
Для работы нужно подготовить:
- специальный электропаяльник с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (трубные ножницы) или пилу;
- напильник или острый нож для удаления заусенцев на торцах труб;
- измерительную рулетку или линейку;
- маркер или мелок для нанесения отметок на соединяемые детали;
- монтажное приспособление для пайки труб диаметром более 40мм.
Кроме самих ПП труб и соединительной арматуры также понадобится х/б ветошь и жидкость для обезжиривания поверхностей греющих насадок (ацетон, спирт и т.п.).
Таблица параметров и времени сварки
Чтобы обеспечить наилучшее качество соединений, нужно соблюдать определенные правила. Значение параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающего воздуха.
Температура пайки труб: 260 градусов.
| Наружный диаметр, мм | Посадочная глубина, мм | Время нагрева, сек. | Время фиксации, сек. | Время остывания, мин |
|---|---|---|---|---|
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 33 | 50 | 12 | 8 |
Пошаговая инструкция
Процесс диффузной сварки своими руками осуществляется в следующей последовательности:

Резак для нарезки труб
С помощью рулетки, маркера и специального трубореза или пилы отмеривается и отрезается кусок трубы необходимого размера. Перед этим желательно сделать пробную резку трубы, чтобы убедиться в остроте инструмента.
С конца отрезка трубы снимается торцевая фаска и удаляются все заусенцы.
При диаметре трубы более 40 мм ее торец необходимо срезать под углом в 35-45° для предотвращения образования задиров при пайке. Затем подбирается элемент соединительной арматуры нужной конфигурации.
Проверяются соединяемые детали на отсутствие каких-либо внешних дефектов. При этом труба должна плотно и до конца входить в соединительный элемент без люфтов и перекосов. При большом люфте подбирается другой доборный элемент.
Соединяемые поверхности обрабатываются обезжиривающей жидкостью.
На конце трубы маркером отмечается глубина входа в соединительный элемент с учетом зазора около 1 мм, нужного для предотвращения сужения внутреннего диаметра трубы за счет выдавливания внутрь ее торцевого края при пайке.
Также отмечается взаимное расположение деталей по отношению друг к другу.
 Выбирается соответствующая пара греющих насадок нужного диаметра, входящих в комплект электропаяльника.
Выбирается соответствующая пара греющих насадок нужного диаметра, входящих в комплект электропаяльника.
Их поверхности очищаются обезжиривающей жидкостью с помощью ветоши и проверяется свободное вхождение в них соединительных деталей без большого люфта.
Подготавливается к работе электропаяльник. Для этого на его нагревательном элементе закрепляются выбранные насадки, паяльник устанавливается на подставку и подключается к электросети.
На термостате паяльника должна быть выставлена необходимая температура нагрева.

Вставляем трубы в насадки паяльника
После нагрева паяльника до нужной температуры, о чем свидетельствует его автоматическое отключение термостатом, в насадки на несколько секунд вставляются соединяемые полипропиленовые детали.
Если детали с трудом входят в насадки, то допускается их небольшое осевое вращение. При этом сначала на внутреннюю насадку одевается соединительный элемент, а затем во внешнюю насадку вставляется конец трубы.
После нагрева они извлекаются в обратной последовательности. Делается это потому, что соединительная деталь имеет большую толщину стенок и требует более длительного нагрева.

Плавно вставляем детали друг в друга
После необходимого прогрева детали извлекаются из насадок паяльника и плавно вставляются друг в друга до совпадения меток, предварительно нанесенных маркером. Осевое вращение деталей относительно друг друга при этом не допускается.
Необходимо следить за соосностью получившегося соединения.
После соединения детали необходимо выдержать в фиксированном положении в течение нескольких секунд согласно вышеприведенной таблице параметров пайки.
Пользоваться трубопроводом можно по истечении 50-60 минут после пайки.
В случае возникновения каких-либо дефектов соединения данный участок трубы отрезается и проводится новая пайка деталей.
Выбираем материал для утепления труб отопления: обзор доступных материалов, на какие параметры следует обратить внимание в первую очередь. Сравниваем ПП трубы с другими видами труб для отопления https://teplius.ru/truby/vybor-t/kakie-luchshe.html
Сравниваем ПП трубы с другими видами труб для отопления https://teplius.ru/truby/vybor-t/kakie-luchshe.html
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.



