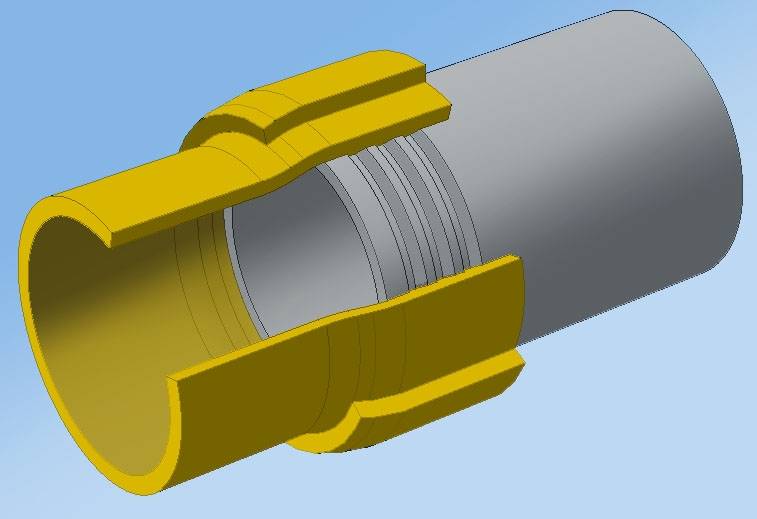
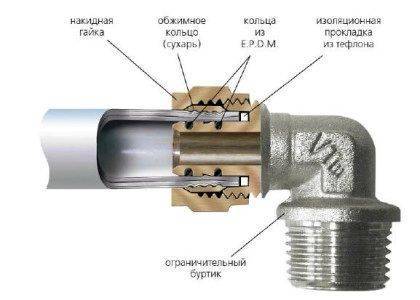
Компрессионные фитинги
При собственноручном монтаже системы водоснабжения предпочтительно использование компрессионных изделий, поскольку их монтаж не требует применения специального инструмента. Соединение в данном случае осуществляется за счет обжатия стенок, зафиксированных на штуцере фитинга, накидной гайкой.
Конструкций компрессионного соединителя состоит из следующих составляющих:
- корпуса;
- штуцера — опорной втулки. на которую насаживается РЕХ труба;
- обжимного кольца, выступающего в качестве уплотнительного элемента;
- накидной гайки.
Схема конструкции компрессионного фитинга
Корпус, штуцер и гайка изготавливаются из латуни — устойчивого к коррозии металла. уплотнительное кольцо — из EPDM (синтетического каучука). Качественные компрессионные изделия выдерживают давление циркулирующей по трубопроводе жидкости в 25 Бар.
Соединение компрессионным фитингом является обслуживанием — в случае необходимости вы сможете устранить возникшие протечки подтягиванием накидной гайки, однако учитывайте, что соединенный компрессией трубопровод нельзя замоноличивать внутрь бетонных стен и перекрытий, поскольку даже при идеально выполненном монтаже фитинга потребность в его обслуживании возникнет спустя 4-5 лет эксплуатации системы.
Технология монтажа компрессионного фитинга:
- Выполняется нарезка трубы, с кромки фаскоснимателем удаляются заусеницы и калибратором устраняется возникшая при резке овальность.
- Надевается обжимное кольцо и накидная гайка, кольцо размещается на расстоянии 1 см от среза.
- Труба насаживается на штуцер (до упора), гайка накручивается вручную, после чего дотягивается с помощью рожкового либо разводного ключа.
Установка компрессионного фитинга
Пресс-фитинги
Прессовый фитинг состоит их корпуса, штуцера и обжимной гильзы. Для его монтажа вам потребуется использовать пресс-клещи, приобрести которые можно за 3-5 тыс. рублей, с насадкой, подобранной в соответствии с профилем гильзы. Не существует универсальных фитингов, которые можно обжимать любыми клещами — у каждого производителя свой стандарт.
Соединение труб из сшитого полиэтилена пресс-фитингами не является обслуживаемым, при появлении протечек вам потребуется полностью заменить проблемный участок, однако опрессованный стык имеет максимальную надежность и долговечность — при соблюдении режима температуры и давления, указанного производителем РЕХ труб, он прослужит не менее 30 лет .
Монтаж прессовых фитингов выполняется по следующему алгоритму:
- Обрезка трубы, очистка кромок от заусеницы и устранение овальности калибратором.
- Насаживание трубы на штуцер фитинга.
- Опрессовка обжимной гильзы клещами — ручки инструмента сводятся до упора.
О качестве выполненного соединения свидетельствует появление на гильзе двух ярко выраженных колец.
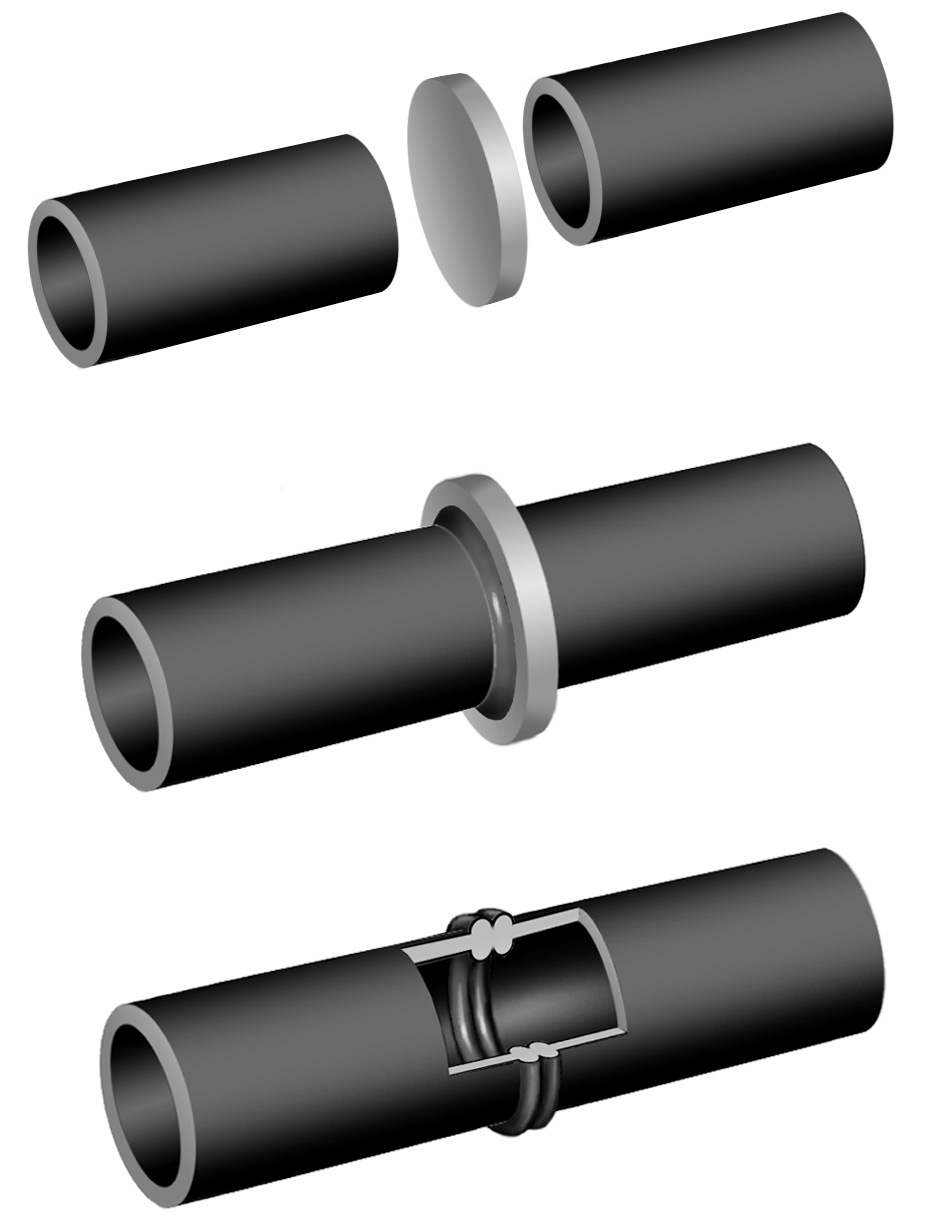
Сварные фитинги
Наиболее надежным и долговечным способом соединения изделий из сшитого полиэтилена является метод высокотемпературной спайки, для выполнения которого применяются фитинги из того же материала, что и основная часть трубопровода.
Суть метода заключается в расплавлении стенок соединяющихся конструкций и их последующей стыковки, в результате чего происходит диффузия материалов, обеспечивающая после отвердевания монолитное соединение, устойчивое к высокому давлению и образованию протечек.
Сварные фитинги для полиэтиленовых труб могут быть литыми либо сегментными. Отличия между ними заключаются в том, что литые конструкции не имеют соединительных швов, тогда как сегментные фитинги изготавливаются посредством заводской спайки отдельных отрезков труб, ввиду чего они имеют меньшую прочность и, при этом, более низкую цену.
Для спайки РЕХ труб необходим специальный паяльник, оборудованный насадками размером соответствующим диаметру труб, с которыми вы работаете. Стоимость такого паяльника варьируется в пределах 2-10 тыс. рублей, в комплекте идут насадки под трубы диаметром 16, 20, 25 и 32 мм, при необходимости насадки большего размера можно докупить отдельно.
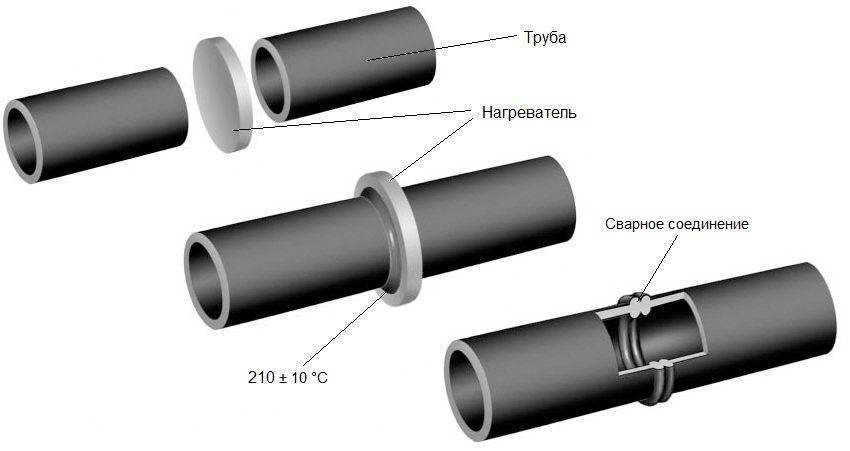
Соединение полиэтиленовых труб методом спайки
Технология спайки полиэтиленовых трубопроводов:
- Труба обрезается, калибруется и очищается от заусениц.
- На паяльник устанавливаются насадки требуемого диаметра.
- Инструмент разогревается до температуры 220 градусов.
- Труба и фитинг одеваются на насадки и выдерживается время нагрева, которое зависит от диаметра и толщины стенок труб: для 16 и 20 мм — 5 сек, 25 мм — 7 сек, 32 мм — 8 сек, 40 мм — 12 сек.
- Изделия снимаются с насадок и стыкуются между собой. Время охлаждения соединения — 2 минуты.
ПЭ трубы больших диаметров (свыше 60 мм) свариваются встык, без применения фасонных конструкций.
Соединение пластиковых труб
Большинство методов, описанных в разделе о металлических трубах, подходят и для скрепления пластиковых и ПВХ труб. Полимерные трубы все чаще стали заменять металлические, так что информация о том, как объединить пластиковые патрубки для канализации или водопровода без сварки и резьбы становится все более актуальной.






Существует несколько способов присоединить один участок пластикового патрубка к другому. Окончательный выбор технологии должен производиться только после оценки всех характеристик магистрали, в том числе от типа материала, диаметра и назначения системы.
В раструб
Трубы из полимеров изготовлены таким образом, что с одной стороны изделия расположен раструб, а с другой — торец. Диаметр раструба больше диаметра торца ровно настолько, чтобы торец одной трубы плотно вошел в раструб следующей. При выборе такого варианта установки, в стык вставляют резиновый уплотнитель для герметизации участка, рекомендуется дополнительно обработать место крепления герметиком.

Раструбный способ соединения пользуется популярностью благодаря простоте сборки и возможности работать с трубами различных диаметров. Таким методом часто строят канализационные системы, где не предусмотрено высокое давление носителя.
В раструб соединяются трубы ПВХ и из полипропилена.
Фитинги
Различные виды фитингов применяются при соединении металлопластиковых патрубков. В зависимости от конструкции трубопроводов и поставленных задач можно использовать компрессионные, обжимные и пуш-фитинги.
Виды установки компрессионных и обжимных фитингов практически не отличаются друг от друга, разница заключается в том, что в первом случае фиксация производится посредством компрессионного кольца и гайки, во втором случае — обжимного кольца.

Установка пуш-фитингов производится заметно быстрее. Подготовленная труба вставляется в изделие без помощи инструментов, а зажим клина фитинга происходит уже при подаче воды в водопровод.
Кроме металлопластиковых труб пуш-фитинги могут применяться при соединении патрубков из сшитого полиэтилена.
Цанговый метод
При соединении труб из пластика таким методом, понадобятся зажимные фитинги и цанги. Сам процесс работы состоит из 3 этапов.
- Надеть цангу на внутреннюю полость.
- Закрутить разводным ключом фитинговую гайку.
- Произвести такие же действия на второй трубе.

Цанговый способ подходит для монтажа металлопластиковых трубопроводов небольших диаметров. Пластиковые патрубки могут не выдержать затягивания гайки и лопнуть.
Совмещение цангами подходит для труб из сшитого и обычного полиэтилена, металлопластика.
Муфты
Муфтовое соединение предполагает использование равнопроходной муфты, 2х монтажных гильз, инструмента для развальцовки. Процесс работы не занимает много времени:
- На трубу надевается гильза;
- Развальцовывается конец трубы в гильзе;
- Вставляется муфта;
- Гильза надвигается на муфту;
- Все перечисленное производится со вторым краем стыка.

Использование муфт подходит для труб из сшитого полиэтилена.
Склеивание
Обычно склеивание выбирают при соединении жестких полимерных труб. Правильно подобранный клей обеспечит герметичность стыка, единственным минусом является необходимость ждать не менее 1 часа перед запуском воды, пока клей не высохнет. Специалисты советуют использовать клей марки Griffon.









Сам процесс склеивания несложен. Конец трубы зачищается, на нем делается фаска напильником. При зачистке нужно проверять плотность вхождения патрубка в арматуру, не должно быть ни сильно свободно, ни сильно туго. Затем на фаску наносится клеевой состав, и труба вставляется в фитинг.
Иногда термином «склеивание» также называют холодную сварку, при которой материал трубы размягчается под действием реагента и производит сцепление со второй деталью на молекулярном уровне.
При помощи склеивания чаще всего соединяют трубы ПВХ. Изделия из других полимеров склеивают обычно в случае разового соединения.
Как соединять полипропиленовые трубы
Для полипропиленовых труб с диаметром до 4 см можно применять ручной сварочный аппарат, а для изделий с сечением свыше 4 см подойдет оборудование с центрирующим устройством.
Нагрев поверхности трубы и внутреннего участка раструба с последующей их стыковкой производится с помощью гильзы и дорна.

После каждого применения сварочной машины ее тефлоновые насадки с размерами сечения в 16-40 мм нуждаются в очистке от остатков расплавленного пластика.
Перед началом работы аппарат для сварки нужно надежно закрепить на ровной плоскости. При этом рабочая температура процесса будет достигать 250 ℃.
Последовательность работ по раструбной сварке полипропиленовых труб такова:
- производится срез трубы строго под углом в 90º;
- зачищается от пыли и загрязнений раструб фитинга и торец трубы;
- на поверхности трубы отмечают длину раструба + 2 мм;
- раструб размещают на дорне, а гильзу монтируют на трубу;
- доводят температуру трубы до нужных показателей, соблюдая время нагрева, а после производят стыковку элементов.
Как соединить пластиковые и металлические трубы для водопровода
При выборе метода соединения пластмассовых труб принимайте в учет следующие особенности:
- Материал изделий. Для склеивания полиэтиленовых изделий используются муфты, для полипропилена потребуется сварочный аппарат.
- Назначение трубопровода. Если соединяются трубы для канализации, используются раструбы, для водопровода применяется сварка, отопление скрепляется с помощью муфт.
- Объем работы. При выполнении небольшого объема работ можно выполнить монтаж самостоятельно, если нужно сделать крупномасштабные работы, стоит воспользоваться услугами мастеров.
Полипропиленовые
Наибольшей популярностью последнее время пользуются полипропиленовые изделия, которые отличаются высокой прочностью, приемлемой ценой и своей доступностью. Монтаж такой конструкции проводится с помощью сварки, состыковать трубу без пайки будет невозможно. Для осуществления работы используйте изделия одного и того же производителя. Прежде чем приступить к выполнению работы обзаведитесь такими инструментами:
- Сварочный аппарат, в просторечье «паяльник». Чтобы выполнить работу качественно, выбирайте инструменты, в наборе с которыми есть разные насадки.
- Труборез. С помощью приспособления удастся без труда разрезать изделия и подогнать их под нужный размер.
- Наждачная бумага и напильник пригодятся для удаления армированного слоя на конце изделия (использовать только при работе с многослойными изделиями)
- Рулетка и простой карандаш, с помощью которых вы сможете точно сделать замеры.
Металлопластиковые
Способы соединения металлопластиковых конструкций предельно просты:
- Компрессионные фитинги.
- Пуш-фитинги.
- Обжимные фитинги.
Самым распространенным и простым является первый вариант сборки. Чтобы выполнить работы вам потребуется калибратор, труборез. Если же этих инструментов не оказалось, используйте монтажный нож и цилиндрический предмет, подходящий по размеру. Метод сварки будет неэффективен, а поэтому выполняйте работу без использования дополнительного оборудования.
Полиэтиленовые
Полиэтиленовые трубы собираются несколькими способами. Самыми популярными являются два способа монтажа:
- Сварка, с использованием электромуфты.
- Использование компрессионных фитингов.
При использовании второго варианта выполняется следующая последовательность работ:
- Изделия распиливаются до нужного размера.
- Снимается фаска.
- На трубу надеваются: гайка, цанга, упорное, уплотнительное кольцо.
- Конец изделия помещается в корпус, прикручиваясь необходимыми деталями и гайкой.
Чаще всего, этот метод используют для монтирования водопровода на дачных участках. Сварка с элетромуфтами применяется в загородных домах большой площади. Стоимость такого аппарата достаточно высока, поэтому часто его берут в аренду.
Поливинилхлоридные
Не все знают, как соединить трубы ПВХ. Чаще всего, поливинилхлоридные изделия соединяют с помощью специального состава, расплавляющего пластик. При нанесении клея следите за тем, чтобы на поверхности трубы не скапливалось грязи, пыли. Выполняйте все действия быстро: через 25 секунд после нанесения клеящего состава трубы должны быть соединены, иначе клей высохнет. При работе с такими материалами не стоит применить муфты.
Полипропиленовые
Ниже опишем алгоритм действий, как правильно соединить полипропиленовые трубы:
- Нагреть паяльник. Отключить устройство от сети и снова нагреть.
- Во время нагрева паяльника удаляется армированный слой с трубы.
- Поверхности очистить от загрязнений.
- Фитинг и трубу вставить в насадку. Самое главное – это выдержать время нагрева, зависящее от диаметра. При перегреве, изделия могут деформироваться. При плохом нагреве соединение будет непрочным.
- Затем, детали вытаскиваются из насадок и соединяются максимально быстро.
Металлопластиковые
Проще всего использовать пуш-фитинги при подключении металлопластиковых труб. Трубка вставляется до упора, при выполнении этих действий не нужно выполнять каких-то усилий, трубка с легкостью входит. После того, как система водопровода будет включена, запустите воду, ее поток протолкнет клин, что предотвратит утечку. Это самый простой и быстрый способ сборки труб.
Поливинилхлоридные
Ниже опишем, как соединяются трубы ПВХ правильно:
- Поверхности очищаются, с них снимается фаска.
- Измеряется глубина фитинга. Место расположение отмечается простым карандашом.
- Обрабатываются две части трубы клеевым составом с помощью кисти.
- Детали соединятся и поворачиваются на 25 градусов в разные стоны друг от друга.
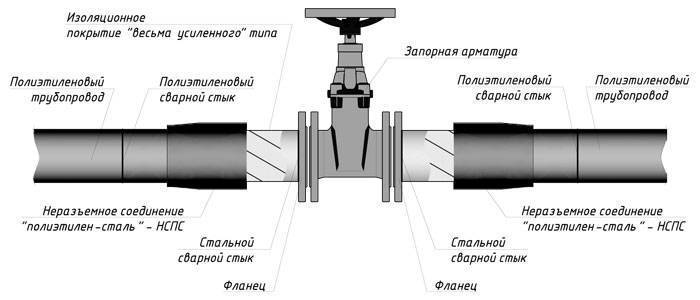
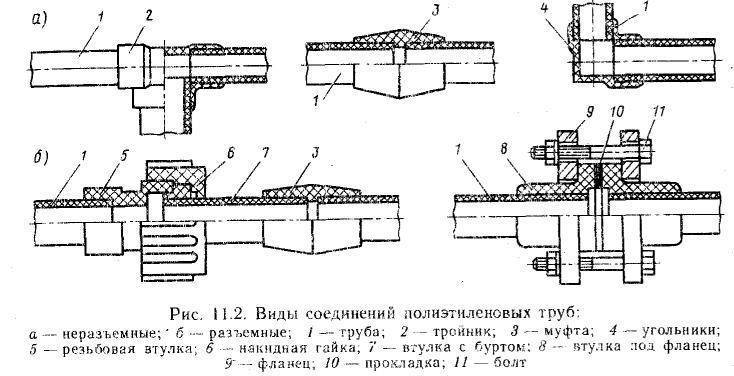
Фланцевый способ
Для соединения полиэтиленовых труб широко используются фланцы. Фланцевое соединение применяется для трубопроводов разного предназначения и позволяет организовать разъемное, герметичное соединение труб как между собой, так и с другой трубопроводной арматурой:
- задвижками различного предназначения;
- магистральными кранами;
- клапанами и прочими элементами.

Полученное фланцевое соединение позволяет оперативно разбирать его для проведения ремонта (прочистки) участка водопровода или замены трубопроводной арматуры. Фланцы применяются накидные или с приварными втулками.









Данный тип соединения с применением приварных втулок производится в следующей последовательности:
- Обеспечивается идеально ровный срез полиэтиленовых труб ПНД в месте стыковки.
- На торец изделия приваривается втулка.
- На втулку с помощью резьбового соединения плотно одевается фланец.
- Производится монтаж с ответным фланцем с использованием болтового соединения.
Как соединить полиэтиленовые трубы
Существует несколько способов соединения полиэтиленовых труб для водопровода. Это можно осуществить сваркой или используя соединительные муфты. Выбор той или иной методики должен осуществляться, прежде всего на основании того, какое соединение необходимо сделать – разборное или неразборное.
Электромуфтовая сварка
Первоначально необходимо подготовить две трубы, зачистив их внутри, предварительно выровняв концы и обезжирив внешнюю поверхность. Затем трубы следует сцепить вместе и зафиксировать в позиционере. Как только это будет сделано, к муфте нужно подключить электронагреватели сварочного оборудования.

Процесс соединения труб осуществляется в автоматическом режиме. Это происходит в тот момент, когда к муфтам поступает ток. Из-за этого полиэтилен нагревает и расплавляется. Как только через специальные отверстия начнет выступать материал, следует перестать подавать электричество в зону. После этого остается только лишь охладить изделия естественным способом.
Соединительные муфты
Для того чтобы соединить две полиэтиленовых трубы посредством муфт, никаких дополнительных сантехнических инструментов не требуется. Достаточно иметь при себе только лишь гаечных ключ. На один его конец нужно надеть гайку, которая предварительно было снята с фитинга. Приступать к работе можно лишь в том случае, если на трубе была сделана фаска под углом в 45 градусов.
Для того чтобы упростить процесс ввода в фитинг, заготовку можно обработать при помощи мыльного раствора или же специальной трубной смазки.
Как только заготовки будут помещены в фитинг на необходимую длину, следует затянуть гайку. Этот процесс можно осуществить либо гаечным ключом, либо собственными руками. В первом случае стоит быть максимально осторожным. Обеспечивая герметичность, ни в коем случае не нужно перетянуть гайку.
Сварка встык
Сварку полиэтилена производят с помощью так называемых «утюгов»- аппаратов для стыковой сварки. Поэтому она не часто применяется домашними мастерами. Первоначально необходимо осуществить оплавление концов двух изделий. Затем нужно произвести их нагрев до определенной температуры. Давление на данном этапе оказывать не требуется. Далее следует убрать нагревательный элемент от сварки и быстро соединить две трубы до того момента, пока они не потеряли полученную тепловую энергию.

Температура плавления полиэтилена составляет 270 градусов по Цельсию. Если правильно осуществить их монтаж, можно достичь однородного соединение, прочность которого будет равно 80-90 % прочности монолита.
Процесс осадки полученного стыка происходит сразу же после охлаждения изделий. Потеря температуры должна осуществлять естественным способом. Принудительно ее понижать специалисты не рекомендуют.
Виды разъемных фитингов
Большинство разъемных фитингов не требуют специального инструмента и хорошо подходят для монтажа в домашних условиях. Наиболее распространенными являются:
- переходники (цанга-гайка, цанга-штуцер, цанга-цанга);
- тройники (две цанги-гайка, две цанги-штуцер, три цанги);
- евроконусы;
- крестовины;
- уголки;
- водорозетки.
Разъемные фитинги существенно экономят время монтажа полиэтиленовых труб, обеспечивая их надежное соединение и длительную эксплуатацию.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Характеристики полимерных изделий
Решающее значение при выборе сшитого полиэтилена в качестве материала для трубопроводов водоснабжения, например, от насосной станции Джилекс (инструкцию прочитайте здесь) имеют следующие характеристики:
- диапазон рабочих температур;
- допустимое давление;
- срок службы;
- тепловая деформация;
- прочность и гибкость;
- стоимость и др.
Свойства материала позволяют эксплуатировать трубы при давлениях в диапазоне 6-15 атм., чего, вполне, достаточно, для большинства бытовых приложений.
 Температурные характеристики труб PEX рассчитаны на их использование в системах, где температура транспортируемой среды составляет до +95 градусов (отдельные виды позволяют эксплуатацию и при более высоких температурах порядка +120, реже — +150º С).
Температурные характеристики труб PEX рассчитаны на их использование в системах, где температура транспортируемой среды составляет до +95 градусов (отдельные виды позволяют эксплуатацию и при более высоких температурах порядка +120, реже — +150º С).
Эти показатели, неразрывно, связаны со сроком службы трубопроводов.
Производители заявляют, что трубопровод из сшитого полиэтилена может эксплуатироваться без ухудшения характеристик до 50 лет.
Однако, это справедливо только для магистралей ХВС или ГВС, если температура воды не превышает 60-70 градусов (про теплоизоляции для труб холодного водоснабжения написано на этой странице).
В остальных случаях, этот срок, значительно, сокращается:
- в системах с высокотемпературным теплоносителем и отопительными приборами – до 10 лет;
- в закрытых напольных системах отопления (типа водяной «теплый пол» — монтаж под плитку описан здесь) и магистралях отопления с низкотемпературным теплоносителем – до 25 лет.
По этим показателям предлагаемые на рынке трубы PEX соответствуют условиям 1-4 класса эксплуатации.
Коэффициент тепловой деформации сшитого полиэтилена зависит от множества факторов, в том числе, от материала сырья и технологии изготовления.
 Некоторые изделия требуют укладки в фиксирующие желоба или не используются без армирования стекловолокном или алюминиевой фольгой (нитью).
Некоторые изделия требуют укладки в фиксирующие желоба или не используются без армирования стекловолокном или алюминиевой фольгой (нитью).
В то же время, большинство изделий, предназначенных для открытой прокладки (зачастую нужна теплоизоляция для труб отопления на открытом воздухе), по этому показателю превосходят другие полимерные изделия (даже при значительном разбросе температур их деформации настолько малы, что позволяют обойтись без компенсационных элементов).
О зависимости гибкости материала от степени сшивки уже говорилось выше.
Недостаточную гибкость относят к его главным недостаткам, поскольку неспособность трубы держать форму значительно осложняет монтажные работы.
Однако, критическим его назвать нельзя – картину легко изменить, используя нагревательное оборудование (строительный фен).
При прогреве трубы до 100 градусов, ей легко придать нужную форму, которая сохранится и после остывания.
Другие полезные параметры
Одним из главных достоинств сшитого полиэтилена, считают его инертность по отношению к большинству активных химических веществ:
- бензину и другим алифатическим растворителям;
- толуолам и прочим ароматическим углеводородам;
- трихлорэтилену и подобным хлорированным углеводородам.
Без проблем он переносит контакты с распространенными в быту:
- антифризами,
- моющими средствами, в том числе и с высоким содержанием поверхностно-активных веществ,
- антикоррозионными добавками.
Некоторую опасность для материала представляют труднолетучие органические соединения, такие как жиры, парафины и др. Прямой контакт с ними приводит к набуханию PEX.









Разрушение материала, возможно, только при воздействии сильных окислителей — концентрированных кислот (например, азотной) галогенов и их кислот (гидридов).
Важным для транспортирующих воду трубопроводов свойством является гладкость поверхностей.
Благодаря ей, становится невозможным накопление известковых и железосодержащих осадков.
Среди других достоинств материала выделяют т.н. «эффект памяти формы». Его наличие обусловлено межмолекулярными связями в структуре полимера.
 Деформация приводит к появлению в них механических напряжений, благодаря чему, при нагревании, они возвращаются в исходное состояние, обеспечивая восстановление формы.
Деформация приводит к появлению в них механических напряжений, благодаря чему, при нагревании, они возвращаются в исходное состояние, обеспечивая восстановление формы.
На практике, деформированный трубопровод способен принять начальную форму при прогреве до 100-120 градусов.
Не меньшее значение имеет и другое проявление эффекта – трубопровод восстанавливает форму без повреждений после заморозки перемещаемой среды, и последующего ее оттаивания.
Положительно оценивают специалисты низкую горючесть материала (температура возгорания превышает 400 градусов), а также отсутствие выделения им токсичных и опасных для окружающей среды и здоровья человека веществ даже при значительном прогреве.
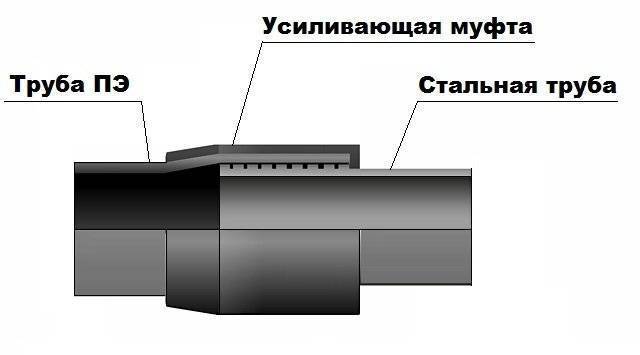
Неразъемное соединение
Стыковая сварка
Первый вид соединения называется неразъемным. То есть соединение при помощи сварки. Этот вид соединения выгоднее. Соединения полиэтиленовых труб должны быть одного химического состава, но могут быть как разного материала, так и одинакового.
Процесс торцевания необходим чтоб торцы были идеально ровными пригодными для сварки.
Следующий этап обезжиривание. После обезжиривания, трубы необходимо сопоставить, чтоб проверить точность торцевания.
После проделанной работы берётся специальный нагревательный элемент и вставляется между трубами. Процесс нагрева занимает не больше 5 минут до появления определённого скраба. Сам процесс стыковки труб несложный. После разогрева они стыкуются друг с другом, и после остывания получается устойчивое надёжное соединение.
Электрическая муфтовая сварка
Электрическая муфтовая сварка применяется с помощью использования муфты (фасонной части). Это достаточно удобная и эффективная технология с множеством преимуществ. Подразумевает использование специальных нагревательных элементов.
На первом этапе нужно свести трубы вместе и соединить нагревательным прибором.
После, подать ток на выводы муфты. Таким образом, элементы электрической муфты нагреваются и расплавляют полиэтилен. Всю основную работу аппарат делает в автоматическом режиме, кроме того, весь цикл работы заносится в специальный протокол.
Для проведения сварочных работ при помощи муфт, необходимо соблюдать некоторые условия:
- Торцы обязательно должны быть ровными и плотно прилегать друг к другу.
- На торцы надевается муфта и закрепляется. Затем подключённый аппарат к электросети, проверяют на исправность и безопасность.
- Подсоединив кабеля к выводам и задав нужную температуру и время запустить аппарат.
- По окончании всего процесса кабеля отсоединить и оставить узел до полного остывания.
Основные и наиболее важные требования к сварным швам на полиэтиленовых трубах:
Соединение (шов) не должен располагаться ниже значения внешней поверхности трубы. Когда сваривают несколько отрезков их смещение сравнительно друг друга не должно превосходить 10% от толщины стены применяемой трубы
Важно придерживаться правил и норм качества сварных швов при возведении трубопроводов. После сварки и в процессе, трубам нужно обеспечить максимальную неподвижность
Метод сваривания ПНД труб
Соединение полиэтиленовых ПНД труб ПНД между собой методом сваривания применяется в основном для изделий большого диаметра (более 63 мм). Для выполнения сваривания необходимо обеспечить определенный пространственный доступ к полиэтиленовым ПНД трубам и специальное приспособление. Операция может выполняться двумя методами в зависимости от расположения труб:
- соединение встык торцами изделий;
- в раструб (одна труба входит в другую).
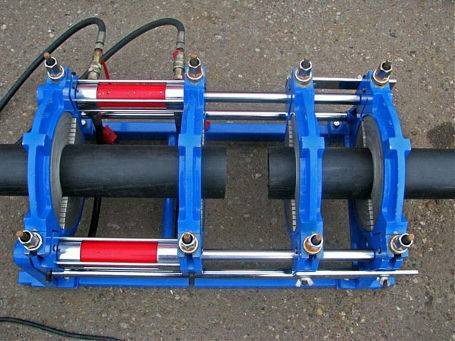
Сварка полиэтиленовых труб ПНД встык
Выполняется соединение методом сваривания в несколько этапов:
- В специальном станке жестко фиксируются полиэтиленовые трубы ПНД, предназначенные для сваривания.
- Очищаются от пыли и обрабатываются с помощью торцевателя края изделий.
- Выставляется точная ось размещения стыковочных деталей.
- Нагревательным устройством расплавляются торцы ПНД труб.
- Оплавленные поверхности на короткое время смыкаются между собой с плавным увеличением усилия.
- После охлаждения шва, визуально оценивается его качество.



