Рейсмусовый станок
Принцип их действия схож с фрезерными станками с ЧПУ. Рейсмусовые станки используются для обработкитаких деревянных заготовок, как брус, щит и доска. Устройство необходимо для изготовления материалов конкретного размера, с учетом заданной мастером толщины изделия: так, этот станок позволяет выполнять высокоточную раскройку материала по толщине, то есть разрезать древесину на две заготовки, параллельные друг другу.
Благодаря описанному выше свойству, рейсмусовый станок позволяет создавать столярные изделия с жесткими требованиями к сохранению их размеров. Ножевой вал расположен под станиной, которая отличается повышенной жесткостью и большими размерами. Это нужно для максимального поглощения вибраций в процессе работы, иначе они повлияют на качество резки изделия.

В зависимости от типа, рейсмусовый станок способен обрабатывать от четырех до десяти метров древесины в минуту. Современные модели оборудуются шумоизоляционными кожухами, не пропускающими звук. Благодаря этому работа оборудования практически не создает шумового фона. Некоторые виды устройств могут проводить обработку лишь одной стороны древесины, из-за чего заготовку нужно регулярно переворачивать. Другие станки способны одновременно обрабатывать заготовку с обеих сторон.
Изготовление рейсмуса своими руками
В интернете можно найти различные схемы исполнения самодельных фуганков, которые отличаются функциональностью и простотой в изготовлении. В последующем следует придерживаться имеющейся на руках схемы, подбирая соответствующие компоненты и правильно собирая станок, функционал которого будет полностью отвечать требованиям домовладельцев.
Необходимые материалы
Существует множество вариантов изготовления самодельных строгальных станков, которые будут отличаться своей основой. Проще всего такой инструмент выполнить на основе электрорубанка или электролобзика.
Для выполнения рейсмуса потребуется следующее:
- Электрорубанок.
- Отвертки и ключи.
- Линейка и уголок.
- Шуруповёрт.
- Приводные звездочки.
- Велосипедная цепь.
- Брусья и планки из дерева.
- Лист фанеры толщиной 15 миллиметров.
- Длинные резьбовые винты.
Фанера и брус потребуются для изготовления основы станка и ручного стола, на который в последующем будет крепиться электрорубанок и другие элементы, отвечающие за функционал и безопасность использования оборудования.
Необходимо использовать качественную древесину, которую дополнительно рекомендуется обработать пропитками от гниения.
Пошаговая инструкция
Изготовление рейсмуса не представляет сложности, поэтому с выполнением такого оборудования справится практически каждый.
Необходимо будет выполнить следующую работу:
- Лист фанеры толщиной 15 миллиметров обрезается прямоугольником с шириной в 400 миллиметров и длиной в 500 миллиметров.
- В середине прямоугольника выполняют крепление-подставку, к которой в последующем будет крепиться электрорубанок. Подставка под рейсмус делается из куска фанеры и с тыльной стороны к основе крепится шурупами, что позволит гарантировать прочность и надёжность выполненного своими руками станка.
- Выполняется платформа под электрорубанок. В платформе выполняют проём, который по своим размерам идентичен форме электрорубанка. Используемый электроприбор крепится к платформе шурупами и зажимами.
- На основе платформы монтируется приводной механизм, который отвечает за подъем и опускание платформы с рейсмусом. В углах основы крепятся винты, имеющие крупную резьбу. В последующем на установленных винтах крепятся четыре звёздочки.
- Из фанеры выполняются небольшие подставки, на которые устанавливается платформа с верхней частью рейсмуса. Подставки крепятся к платформе шурупами или аналогичным крепежом. Необходимо продумать грамотное расположение кабеля от электрорубанка, который должен находиться на небольшом удалении от рабочей пилы рейсмуса.
- Фиксируют ручку, которая предназначается для регулировки расположение платформы. Проще всего зафиксировать ручку на длинный винт с крупной резьбой или закрепить её сразу несколькими саморезами.
- На заключительном этапе работы устанавливается индикатор и мерная планка.
- С помощью мерной планки можно будет измерить толщину обрабатываемых пиломатериалов. Её можно выполнить из небольшого куска пластмассовой или деревянной линейки. Индикатор можно сделать из указки или жестяной полоски.
Это самая простая конструкция рейсмуса, выполнить которую можно в домашних условиях. В сети можно найти различные чертежи рейсмуса из электрорубанка своими руками, которые будут отличаться своим функционалом и способом изготовления.

В последующем можно модернизировать выполненную базовую конструкцию станка, добавив дополнительные инструменты, что расширяет функциональные возможности оборудования.
Рассмотрим подробнее
 Разберем на примере доски, которую необходимо выровнять с четырех сторон. Будет нужна простая фреза пазового типа, в идеале чем шире, тем меньше проходов будет образовано для выравнивания. А с другой стороны, чем она будет уже, тем погружение в древесину будет глубже, что дает возможность одним заходом снять больше материала.
Разберем на примере доски, которую необходимо выровнять с четырех сторон. Будет нужна простая фреза пазового типа, в идеале чем шире, тем меньше проходов будет образовано для выравнивания. А с другой стороны, чем она будет уже, тем погружение в древесину будет глубже, что дает возможность одним заходом снять больше материала.
Заметка: Если необходимо снять мало древесины, берем широкую фрезу, а если много, то используется уже.
Эти способы могут компоноваться
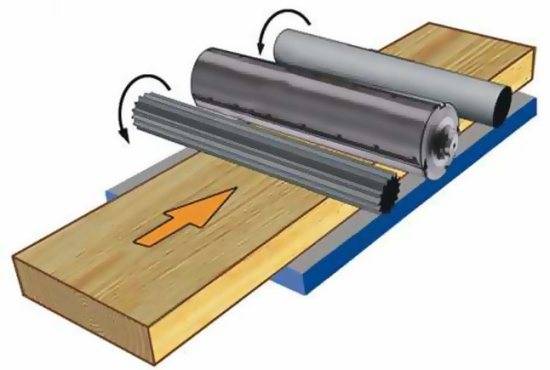
Заготовка располагается на вертикальной поверхности. Теперь необходимо сделать так, чтобы заготовка была неподвижной. Это можно сделать с помощью щепок либо тоненьких кусочков древесины. Главное, что бы она в вертикальном положении была обездвижена.
После будут нужны рельсы, вместо которых мы будем использовать профильную трубу.
Нам будет нужно: две одинаковые по размеру рельсы, приспособление по которому планируется передвигаться ручной фрезер. Мы будем использовать самую простую фрезу.
Сначала рельсы с помощью струбцины прикрепляются к столешнице. Рельсы необходимо прижать как можно плотнее.
Используемая в качестве рельсов квадратная труба делается немного меньше по размеру
 Заметка: Между рельсом и нашим материалом должна располагаться прокладка, что бы в процессе работы металл не цеплялся о фрезу.
Заметка: Между рельсом и нашим материалом должна располагаться прокладка, что бы в процессе работы металл не цеплялся о фрезу.
Дальше будет нужно произвести фиксацию рельс с помощью струбцин.
После того, как все надежно зафиксировано, будет необходимо некое приспособление, которое будет вставать на рельсы, по которой будет совершаться передвижение детали вверх и вниз и выбирать дерево.
Важно: Заготовка хорошо закрепляется, что бы не было никаких движений во время фрезерования. Приступаем к фрезеровке
Если есть необходимость строгать много древесины, то лучше делать это поэтапно. Если все подготовлено, определяемся с глубиной, с которой будет происходить фрезерование. Все теперь переходим к непосредственному фрезерованию, для чего фреза водится по поверхности заготовки
Приступаем к фрезеровке. Если есть необходимость строгать много древесины, то лучше делать это поэтапно. Если все подготовлено, определяемся с глубиной, с которой будет происходить фрезерование. Все теперь переходим к непосредственному фрезерованию, для чего фреза водится по поверхности заготовки.
Важно: Работу нужно производить очень аккуратно, чтобы не произошло задевание рельс фрезой. На этом работа фуганка выполнена
На готовке будут видны границы среза волокна древесины фрезой. Эти места ошкуривают для создания идеальной поверхности.
После фрезер будет работать за рейсмус
Прежде необходимо тщательно очистить столешницу.
Сейчас в качестве базы мы берем выровненную поверхность нашей заготовки. Ничего не подкладываем сейчас, заготовка должна лежать на ровной горизонтальной поверхности. Ее нужно закрепить лишь по горизонтали.
Теперь можно снимать необходимое количество древесины. В процессе измеряем, с оборотной стороны убираем все лишнее.
Рейтинг рейсмусовых станков
Makita 2012 NB
Рейсмусовый станок от популярного японского бренда. Модель оснащена электродвигателем мощность в 1650 ватт, способным выдать 8500 оборотов ножевого вала в минуту. Максимальная ширина строгания составляет 304 мм, а глубина — 3 мм. В комплекте идут гаечный и торцевой ключи для настройки и наладки, а также патрубок для отвода стружки. Аппарат рассчитан минимум на 8 часов непрерывной работы, что позволяет отнести его к категории профессиональных. В строгальном валу используются легкосменные перезатачиваемые двусторонние лезвия. Аппарат отличается очень тихой работой: уровень шума не превышает 83 дБ. Стоит станок, конечно, дороговато — 45 000 рублей — но он того однозначно стоит.
Цена: ₽ 45 000
Электрорубанок Makita KP0810C
Metabo DH 330 0200033000
Этот рейсмус немного дешевле предыдущего — за него просят около 40 000 рублей — но по надёжности и функционалу ему почти не уступает, а по некоторым возможностям даже превосходит. Здесь установлен довольно мощный для бытовой модели электромотор на 1800 ватт, который поддерживает вращение вала со скоростью до 9800 оборотов в минуту. Ножевой вал диаметром 47 мм оснащён двумя двусторонними ножами. Скорость подачи заготовок составляет 7 метров в минуту. Максимальная ширина строгания — 330 мм, глубина — 3 мм. Станок отличается удобным управлением и функциями защиты от повторного запуска и блокировки строгального механизма. В комплекте идёт патрубок для сбора стружки.
Цена: ₽ 39 999
Metabo DH 330 0200033000
Elitech СТР 1833Э
За этот рейсмусовый станок просят 25 000 — 31 500 рублей, но его возможностей хватит на модель в полтора раза дороже. Корпус защищён от пыли и влаги по стандарту IP21: топить его, конечно, не стоит, но во влажной и пыльной мастерской он будет работать без проблем, не теряя в надёжности. Минимальная толщина заготовки для обработки 5 мм, максимальная — 150 мм. Глубина строгания составляет 3 мм, а максимальная ширина обработки — 330 мм. Скорость подачи деталей составляет от 4 до 6 метров в минуту. Двигатель на 1800 ватт поддерживает скорость вращения ножевого вала до 9000 оборотов в минуту. Предусмотрен пылеотвод с креплением на двух винтах.
Цена: ₽ 31 459
Elitech СТР 1833Э
Jet Jwp-12 10000840m
Этот переносной рейсмусовый станок на сборной станине оснащён производительным и надёжным, но лёгким коллекторным электродвигателем мощность 1800 ватт. Этого достаточно для того, чтобы при 9000 оборотов в минуту работать с заготовками шириной до 318 мм и толщиной от 6 мм до 153 мм. Максимальна глубина строгания составляет 2,5 мм (при работе на полную ширину этот параметр составляет 1 мм). Предусмотрена защита от перегрева. В комплекте идут два набора сменных ножей и монтажные инструменты. Очень компактный, но производительный станок ценой 26 500 рублей, который отлично подойдёт для небольшой домашней мастерской.
Цена: ₽ 26 500
Jet Jwp-12 10000840m
Энкор Корвет-21 90210
Недорогая компактная модель от отечественного бренда, которая стоит лишь немногим более 19 000 рублей. Одно из самых доступных устройств своего класса на рынке. 1,5-киловаттного электромотора достаточно для вращения ножевого вала со скоростью 8000 оборотов в минуту. Скорость подачи заготовки составляет 8 метров в минуту. Максимальная глубина строгания составляет 2,5 мм, ширина заготовки — 318 мм, толщина — 153 мм. Функционала этой машинки вполне достаточно для того, чтобы обеспечить потребности небольшой домашней мастерской. Свою цену станок отрабатывает сполна, однако на что-то большее, включая профессиональное применение, рассчитывать не стоит.
Цена: ₽ 18 990
Энкор Корвет 21 90210
Виды станков
Выделяют довольно большое количество различных станков, которые могут применяться для работы с деревом. Асинхронный двигатель защищен специальным кожухом. У оборудования с одновременной функцией строгания и рейсмуса есть несколько преимуществ:
- Выключает изготавливается в виде поворотного блока.
- Станина в большинстве случаев изготавливается с нанесением порошковой краски, которая существенно повышает защиту поверхности от воздействия окружающей среды.
- Подача материала может проводится в любое время.
- Предусмотрена защита от воздействия окружающей среды.
- Некоторые модели представлены двумя лезвиями.
В большинстве случаев классификация проводится по мощности двигателя, функциональности и некоторым другим признакам
Кроме этого, важное значение имеет популярность бренда
Виды рейсмусовых станков
По назначению оборудование подразделяется на бытовое и промышленное.
По способу установки различают станки:
- Мобильные модели отличаются от стационарного оборудования меньшим весом и габаритными размерами. Они предназначены для небольших производств и домашних мастерских. Такое оборудование не занимает много места и легко переноситься при необходимости с места на место.
- Стационарные станки предназначены для установки на крупных деревообрабатывающих предприятиях. Они отличаются высокой производительностью. Некоторые модели наделяются дополнительной рабочей функцией – фугованием.
Каким рейсмусовым станком пользуетесь Вы?
МобильнымСтационарным
По количеству обрабатываемых поверхностей рейсмусовые станки подразделяются на:
односторонние;
двухсторонние;
многосторонние.
Мнение эксперта
Коржавин Даниил Дмитриевич
Конструктор стильной домашней мебели
Последние два вида станков относятся к классу профессионального оборудования.
Общие понятия
Рейсмусовый станок — это специальный станок для гладкого выравнивания древесной поверхности.
Это оборудование выполняет строгальные действия, которые называются рейсмусованием. Именно в честь такого действия станок и получил своё название. В свою очередь, перед строганием древесной плоскости, она должна быть идеально ровной. Такого результата добиваются с помощью фуговального станка, который выравнивает горизонталь на дереве. Однако, эта работа считается черновой.
Предназначение
Реймусное оборудование имеет своё предназначение во многих отраслях, где используется древесина. С его помощью обрабатываются различные щиты, бруски, доски. Достигается идеальный результат по всем плоскостям изделия.
К примеру, если взять деревянный брус, то он будет, по окончании строгальных действий, очень гладким со всех четырёх сторон. Рейсмусы, в частности производственные, имеют такое свойство, как обработка больших площадей и количества досок, имеющих большую ширину.
Самодельные рейсмусы достаточно мало весят. Это обеспечивает их бес проблемную транспортировку. На самодельных станках намного проще регулировать толщину стружки, снимаемой при обработке.
Разновидность оборудования
Рейсмусовое оборудование различают по следующим критериям, а именно по количеству ножей на режущем вале:
Односторонний.
Рейсмус односторонний
Такой станок является самым простым и имеет на основном вале всего — лишь один нож.
Также, односторонний рейсмусовый станок, считается бюджетным вариантом и предназначен для домашних работ.
За счёт одного ножа, он способен обрабатывать только одну сторону изделия.
Двухсторонний
Рейсмус двухсторонний
Это оборудование имеет в своей конструкции два вала с ножами, расположенными параллельно друг другу.
Этот модуль считается более производительным.
Имеет автоматизированную подачу древесной заготовки.
Профессианальный рейсмусовый станок
Рейсмус особый
Такие станки имеют в своей конструкции от трёх валов с ножами и более.
Предназначен этот рейсмус уже для профессиональной обработки дерева, а также имеет возможность производить детали в большом объёме..
Ценовая категория этого оборудования колеблется от 35 тысяч до 100 тысяч рублей. Однако если станки созданы по последнему слову техники, то цена, соответствующе, будет довольно высокой. Поэтому проще всего, а также дешевле будет создать собственноручный проект.
Совет: Если ваш бюджет позволяет купить заводскую установку, то нужно выбирать самый лучший. Однако, если бюджет скуден, то попытайтесь создать аналог. Это сэкономит ваше время и деньги.
Помимо ножевого различия, рейсмусы различаются также по сфере применения
Бюджетно — бытовой
С их помощью, есть возможность добиться неплохой производительности. Отличается доступной ценовой категорией, малыми габаритами. Приобретя данный станок, вы с легкостью сможете построить свой собственный дом.
Комбинированный
Ограничен малым объёмом работ, малой ценой. Предназначен он преимущественно для бытовых целей. Во многих домашних целях этого оборудования вполне достаточно.
Полупрофессиональные
Получили широкое применение в столярных мастерских. Такое оборудование способно производить внушительные объёмы готовых изделий.
Профессиональные рейсмусы
В связи с тем, что такое оборудование более мощное, чем его меньшие собратья, оно способно производить огромные объёмы мебельных заготовок и комплектующих. Применяются они на деревообрабатывающих заводах.
Промышленные модули
Используются только на лесопилках, на предприятиях занимающихся добычей и обработкой древесины. Такие станки имеют огромные габариты, мощность, поэтому использование их в быту будет нецелесообразно.
Изготовление фуговального станка с ножевым валом
Для изготовления станка были изготовлены основные детали. Для них использован катаный равнобокий уголок 40·40 мм. Можно использовать профильную трубу 40·20 со стенкой 2 мм, тогда детали будут собираться методом сварки (необходим кондуктор или стапель).
Приобретены комплектующие:
- Шпильки М12, длиной 120 мм – 16 шт.
- Гайки М12 (32 шт.) и шайбы – 16 шт.
- Дополнительные болты М10, пружинные шайбы Ø10 и гайки М10 – 52 комплекта.
- Электродвигатель мощность 3,5 кВт (2880 об/мин).
- Ножевой вал длиной 200 мм с набором ножей и вспомогательного крепежа.
- Уголок 40·40 мм (6,8 м).
- Полоса 4·40 мм (1,1 м).
- Блок шкивов для двигателя и шкив для вала.
- Клиновой ремень.
- Провода и пусковая арматура.
После подготовки деталей их окрашивают грунтовкой. Можно приступать к сборке.
Принципиальная схема работы рейсмусового станка
Для чего делать рейсмусовый станок своими руками?
Схема работы большинству домашних мастеров должна быть понятна и без визуализации, но для простоты понимания задач по самостоятельному изготовлению рейсмуса – лишней не будет.
Мотиваций для самостоятельного изготовления любого оборудования – две:
- стремление к самореализации;
- стремление к экономии.
Все остальные – вытекают из перечисленных. А сэкономить можно много чего:
- в первую очередь – деньги за счет упразднения вспомогательных функций, без которых в условиях домашней мастерской вполне можно обойтись;
- во вторую – электроэнергию за счет уменьшения числа электроприводов;
- в третью – место в мастерской за счет оптимизации и подгонки размеров.

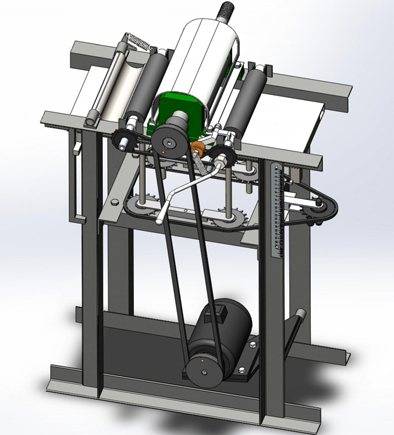
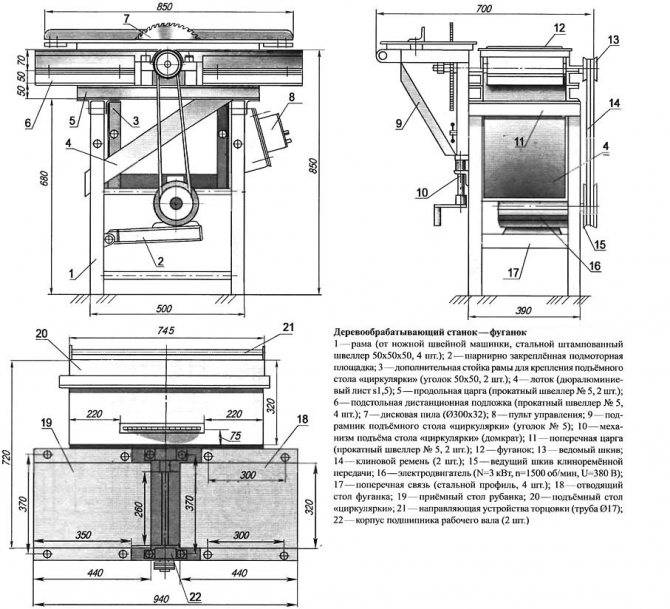
Если говорить о полноценном рейсмусовом станке то, исходя из объемного чертежа, расположенного ниже, его составляющие можно свести к следующему списку:
- электропривод от электромотора мощностью 1,5 – 2,5 кВт на двухножевой барабан, вращающийся со скоростью 5 – 10 тыс.об/мин;
- ручная цепная регулировка уровня рабочего стола;
- ручная цепная спаренная подача заготовки двумя протяжными прижимными валиками.
Но концепцию своего рейсмуса принимаете вы сами. Рассмотрим 3 подхода к реализации идеи самостоятельного изготовления рейсмусового станка.
Электрооборудование станка рейсмусового одностороннего СР-6-9
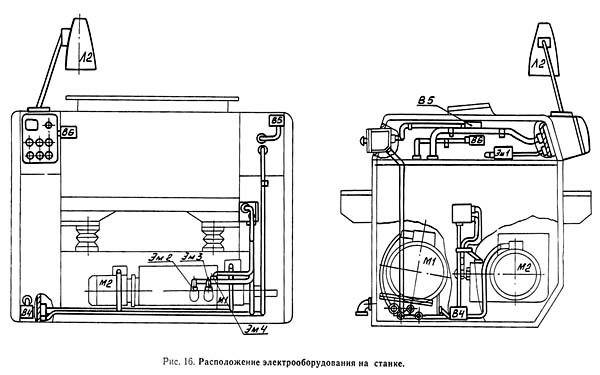
Расположение электрооборудования на рейсмусовом станке СР 6-9 Рис. 16
Электрооборудование станка. Общие сведения
Электрооборудование одностороннего рейсмусового станка СР6-9 (рис. 16) содержит:
- Ml — электродвигатель привода ножевого вала;
- М2 — электродвигатель привода подачи и перемещения стола;
- Эм1 — тормозной электромагнит привода ножевого вала;
- Эм2, Эм3 — электромагнитные муфты перемещения стола;
- Эм4 — тормозная электромагнитная муфта перемещения стола;
- Аппаратура управления, сигнализация — расположенная в пульте управления и нише электрошкафа
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
- цепь питания электромагнитных муфт = 24 В.
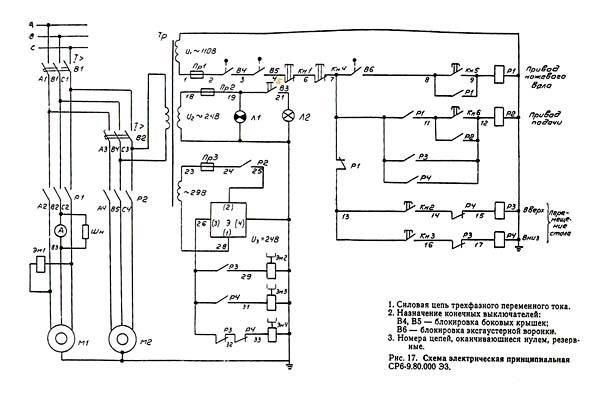
Схема электрическая принципиальная рейсмусового станка СР 6-9 Рис. 17
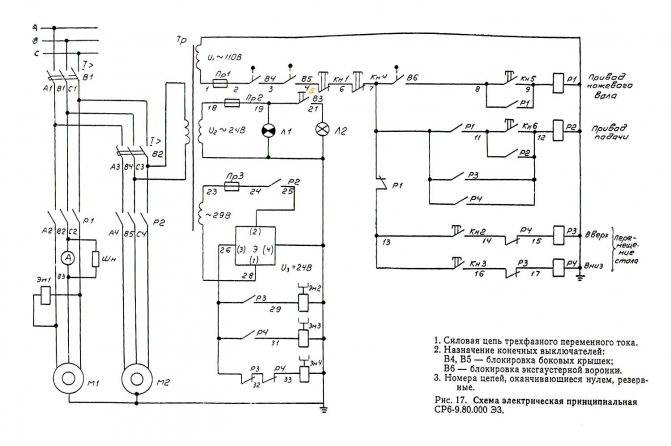
Описание работы электросхемы
Перечень элементов к электросхеме (см. табл. 6). Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В2 и предохранителей Пр1…Пр3, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель Р1, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кн6 при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Перемещение стола производится включением кнопки Кн2 или Кн3 в толчковом режиме при отключенном приводе ножевого вала. При включенном приводе ножевого вала привод перемещения стола не включится, так как в его цепи имеется размыкающий контакт магнитного пускателя Р1.
Кнопкой Кн2 включается реле Р3, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой Кн3 включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм3 и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении «применяется тормозная муфта Эм4.
Переключатель В3 служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Защита электрооборудования от токов короткого замыкания и перегрузок осуществляется вводным выключателем В1, выключателем В2 и предохранителями Пр1…ПрЗ.
Нулевая защита осуществляется магнитными пускателями.
Подготовка электрооборудования станка к первоначальному пуску и первоначальный пуск.
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра в электрошкафе на блоках зажимов отключить провода питания двигателей Ml и М2. Включить вводный выключатель B1. При помощи кнопок, находящихся на пульте управления, проверить четкость срабатывания пускателей. После чего восстановить схему в исходное положение и проверить правильность направления вращения электродвигателей.
Устройство рейсмусовых станков
Ножевой вал в рейсмусе установлен над рабочим столом. Вал находится между вращающимся механизмом, проталкивающим заготовку через станок.
Другие особенности конструкции:
Ножевой вал вращается с помощью электропривода. На него устанавливаются режущие лезвия.
Рабочий стол выглядит, как горизонтальная плоскость с подъемным механизмом. Он предназначен для регулировки толщины заготовок.
Станина – основание, на котором держится рабочий стол и ножевой вал. Данный элемент делает станок устойчивым. Станина отливается из чугуна в большинстве случаев и соединяется с рабочим столом струбциной.
Привод включает электродвигатель, шкив, цепную и ременную передачу. На мощных рейсмусах используется несколько моторов.
Винтовая регулировка используется для настройки положения рабочего стола.
Валики отвечают за подачу заготовок.
Система отсоса нужна для очистки механизма от опилок, формирующихся в процессе строгания.
Верхний узел включает задний и передний вальцы. Они используются для улучшения сцепления деревянной детали и заставляют бруски двигаться в нужном направлении. Поверхность заднего вала рифленая, а переднего – ровная.
Нижний узел предназначен для подачи детали на рабочий стол.
Прижимной узел контролирует температуру дерева во время строгания. Он укомплектован прижимными механизмами и когтевидными деталями для захвата заготовки.

Направляющие салазки служат для перемещения рейсмусов или их главных узлов в разных направлениях.
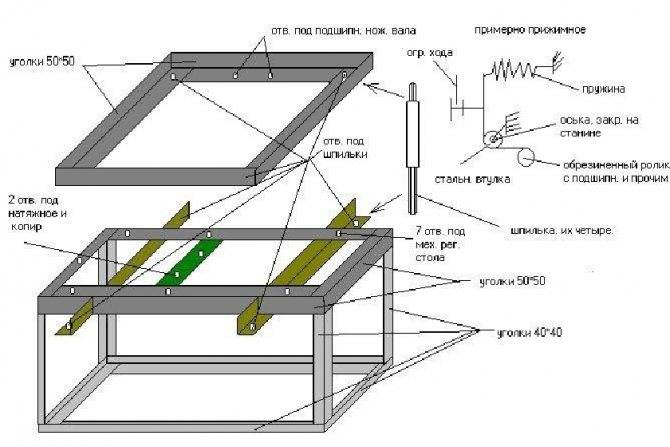
Сборка станка
Все детали будущего станка выкладываются на верстаке. Предстоит их собрать и на финише получить работоспособную конструкцию.

Из уголков собраны верхняя и нижняя рамки. Здесь использованы уголки:
- Длиной 450 мм (4 шт.), в них просверлены отверстия Ø 10,5 мм (4 отв.).
- Длиной 550 мм (5 шт.), в них также просверлены отверстия Ø 10,5 мм (4 отв. в 4-х уголках и 2 отв. в одном).
- Длиной 220 мм (2 шт.), в них просверлены 4 отв. (Ø 10,5 мм), их ни по 2 для установки ножевого вала.

На верхнюю рамку монтируются уголки для монтажа рабочего валика. Кроме отверстий для сборки каркаса станка на уголках просверлены отверстия Ø12,5 мм для монтажа столов (подающего и приемного).
Перед сверлением накладывались пластины столов, и выполнялась разметка.

На шпильки накручиваются гайки и устанавливаются шайбы.

Ножевой валик, рядом расположились ножи и клиновые планки. Данный вал имеет три паза для установки режущего инструмента. Рядом лежит полоса, на нее будет установлен электродвигатель.

Пластины стола. Их три. Две используются для фуговальной части, оставшийся длинный элемент используется для циркулярного стола.

Для строгальной части применяются две одинаковые пластины толщиной 10 мм. Их размер 220·300 мм. На одной стороне у каждой имеется косой срез под углом 45 ⁰.

Пространственная сборка. Выполняется монтаж вертикальных элементов. Каждый узел крепится двумя болтами.

В результате получается жесткая пространственная конструкция. Ее в будущем будут размещать на дополнительном столике, чтобы удобно было работать с пиломатериалом.

На заранее подготовленные опоры монтируется валик.

Крепление выполняется болтами через опоры корпуса подшипников.

В пластины столов вворачиваются шпильки. В них нарезана резьба М12 (длина 9,5 мм).

Технология установки столов довольно простая. Одна из гаек определяет высоты установки относительно каркаса, другая фиксирует заданное положение. Шайбы препятствуют отворачиванию.

Все пластины устанавливаются на станок. Он обретает рабочий вид.

Настал черед размещению ножей. Сначала ставят клиновые планки. Их вводят в пазы с торца.

Остается установить ножи. В дальнейшем их придется выставлять по высоте, чтобы выборка древесины выполнялась в один размер.

Выставленные по высоте ножи фиксируются болтами. Ими распирают паз, подобная установка предотвращает вылет инструмента из паза.

Ставят полосы в нижней части каркаса. На них монтируется электродвигатель.

Остается натянуть ремень. Имеющийся в наличии блок шкивов позволяет выполнять нужное натяжение клинового ремня.

Основная сборка завершена. Остается присоединить провода, произвести монтаж пусковой арматуры. Остается выполнить ходовые испытания и настроить положение столов и ножей.

Инструменты и материалы
Основной функциональный блок для будущего станка – электродрель или готовый ручной фрезер в сборе со сменными комплектами фрезерующих коронок. Если переделанного под дрель фрезера нет, вначале изготавливают фрезерную опору (подставку) с регулировочным механизмом.
В качестве инструментария пригодятся перечисленные ниже агрегаты.
- Сварочный аппарат и набор электродов.
- Шуруповёрт с набором бит и гайковёртов (ключей) под гайки разного размера.
- Отдельная дрель (или перфоратор с переходником под обычные свёрла, работающий в безударном режиме), набор свёрл по металлу, сверлящая коронка (например, с диаметром режущего цилиндра в 7 см).
- Угольник (линейка с прямым углом), уровнемер (подойдёт жидкостно-пузырьковый). Потребуется и рулеточная линейка.
- Болгарка с набором отрезных дисков по металлу. Могут понадобиться и диски по дереву (режущая грань выполнена в виде продольной пилы). Не пренебрегайте защитным кожухом и очками, чтобы защитить глаза и тело от металлической стружки. Очки должны иметь простые стёкла.
- Струбцины – нужны для фиксации свариваемых деталей. Они не допустят случайного перекоса свариваемой конструкции. Её не поведёт в сторону при наложении окончательных сварных швов. Идеально, если струбцины сделаны для выдержки угла именно в 90 градусов.
Расходниками послужат семь составляющих.
- Стальные штыри с сечением до 1 см. Сойдёт и гладкая (не фигурная и не квадратная) арматура. От них зависит свободный ход при обтачивании, резке, шлифовке заготовок.
- Уголковый стальной профиль с толщиной стенок не менее 3 мм.
- Втулочные подшипники закрытого типа – ролик-сепаратор с броневым внешним кольцом.
- Отрезки профтрубы.
- Термоклей. Работу ускорит клеевой пистолет.
- Регулируемые ножки винтового типа – здесь опорная ось с подошвой ввинчивается в гайки, приваренные к прямоугольной рамке, закрепляемой с угла конструкции.
- Отрезок фанеры или доски – квадрат со стороной в 15 см.
Рейсмусовый станок своими руками
Потребность в изготовлении рейсмусового станка своими руками возникает зачастую в ситуации, когда использования обычного фуговального строгания уже становится явно недостаточно для получения гладенькой поверхности будущего пола или паркета. Использовать электрорубанок не получится, качество поверхности после электрического рубанка, возможно, будет достаточно высоким, но избавиться от полос, появляющихся на поверхности дерева с каждым проходом, явно не удастся.
Выход один – попытаться сделать по чертежам рейсмус из электрорубанка своими руками. Благодаря мощной станине и направляющим рейкам поверхность дерева после обработки доски рейсмусовым валом получится относительно однородной и плоской.
Рейсмус из электрического рубанка
Для постройки полноценного рейсмусового приспособления в первую очередь необходимо изготовить станину или столик, на котором будет закреплен инструмент. Электрорубанок комплектуется мощным коллекторным двигателем, который может легко стать причиной травмы, поэтому крепеж самодельного рейсмуса к столу должен быть прочным и надежным.
Вторым этапом выбираем схему компоновки рейсмуса. Наиболее простой вариант приспособления приведен на чертеже и фото.
Фактически необходимо изготовить подвижную платформу, на которой будет закреплен сам электрорубанок. Высота подъема подошвы инструмента на обрабатываемой поверхности регулируется с помощью четырех пар «винт-гайка», установленных по бокам приспособления.
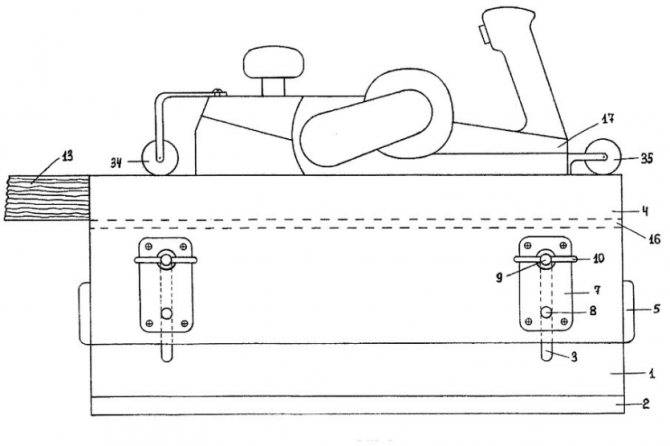
Основная сложность в работе электрорубанка заключается в корректной регулировке высоты подъема режущей кромки. В нормальном режиме вылет ножа над плоскостью подошвы регулируется винтовой подпружиненной рукояткой. Величину вылета обычно проверяют визуально или руками, тогда как при работе в режиме рейсмусового станка придется руководствоваться только показаниями шкалы на рукояти.
Единственными недостатками рейсмуса подобной схемы будут небольшая ширина обрабатываемой поверхности, 90-100 мм, и фактическая потеря электрорубанка в качестве ручного инструмента. Разбирать и собирать рейсмусовый станок всякий раз, когда понадобится снять пару миллиметров с прибитой доски, явно неудобно.

Самодельный деревообрабатывающий рейсмусовый станок
Нередко при проведении столярных работ возникает потребность прогнать рейсмусом доску или склеенный из реек щит шириной более 100 мм. Планки и панели из дерева 100-140 мм еще кое-как можно ровнять обычным ручным электрорубанком, при условии, что материал надежно зафиксирован на верстаке. Правда, строгать приходится по диагонали в несколько проходов с последующей обработкой ручной шлифовальной машинкой.
Перекрестное строгание широких досок еще можно использовать для одной-двух досок, но если речь идет о двух десятках щитов или досок, то без самодельного рейсмусового станка явно не обойтись.
Простейший вариант рейсмус-фуговального станка приведен на схеме.
Основой конструкции является массивная стальная рама-каркас, сваренная из стального уголка. В нижней части станины рейсмусового станка устанавливается асинхронный двигатель мощностью 1,5-1,8 кВт и оборотами не менее 1200 об/мин. Двигатель необходимо установить на подпружиненную подушку, чтобы обеспечить натяжение приводного ремня станка и снизить вибрации на рейсмусовых ножах.
Вторым по важности элементом является цилиндрический блок с гнездами для ножей и подшипниковыми опорами. Эту деталь рейсмуса придется купить готовой, сделать ее своими руками практически нереально
Барабан с подшипниками устанавливают непосредственно на станину станка после монтажа рабочего стола.
На последнем этапе подбираются два шкива для ременной передачи, соотношение диаметров шкивного ручья должно быть в пределах 2,5-2,8. Шкив большего диаметра насаживается на вал двигателя, меньшего на вал барабана. Скорость вращения под нагрузкой не должна превышать 4 тыс. об/мин.



