Ржавеет ли аллюминий: причины
Если сплавы железа ржавеют относительно быстро, то при нормальных условиях алюминий практически не разрушается. На его поверхности появляется защитная пленка из оксида алюминия. Она имеет тонкий слой примерно 5−10 мм, но обладает высокой прочностью. Этот слой не позволяет влаге, воздуху разрушать структуру металла.
Как только нарушается целостность оксидной пленки, металл корродирует. Причинами повреждения защитного слоя может являться взаимодействие с кислотами, растворителями и щелочами, механическое воздействие (например, силы трения).
В промышленных районах и в городской среде оксидная пленка нарушается за счет продуктов распада топлива, взаимодействия с серой и с окислами углерода.
Интенсивно растворяют пассирующий слой такие элементы, как фтор, хлор, натрий, и соединения брома. Строительные растворы с добавлением цемента также приводят к быстрой порче металла. Морская вода также вызывает интенсивное разрушение чистого алюминия, поэтому на практике используют сплав с медью и марганцем, получивший название дюралюминия.
Гальванические пары способны вызывать электрохимическую коррозию. В местах соединений двух разнородных металлов ржавчина выступает наиболее заметно. При этом коррозии подвергается только один металл, а второй выступает в роли источника. Поэтому не рекомендуют использовать алюминиевые кузова при контакте с железом.
Толщина оксидной пленки на твердом алюминии
Толщина естественной оксидной пленки довольно тонкая – от 1 до 3 нм в зависимости от сплава и температуре образования оксида (до 300 °С). На рисунке 1 показано постепенное увеличение толщины оксидной пленки на чистом алюминии при ее образовании при температуре от комнатной до 400-500 °С. Затем происходит разрыв в скорости окисления и резкое увеличение толщины оксидной пленки до 20 нм. Причиной этого считается переход от аморфной структуры оксида алюминия к его кристаллической структуре. Именно поэтому при сушке измельченного алюминиевого лома и обжиге с него органических покрытий его не нагревают выше 400 °, чтобы избежать чрезмерного окисления.
Рисунок 1
В твердом состоянии алюминия оксид алюминия играет положительную роль, так как оксидная пленка имеет форму γ-Al2O3 и толщину несколько нанометров. Она надежно изолирует поверхность алюминия и останавливает дальнейшее окисление. При постоянной температуре толщина оксидной пленки растет сначала очень быстро, но затем скорость роста замедляется и сводится практически к нулю.
Окрашивание алюминиевой продукции
Большую часть производимых изделий предохраняют нанесением слоя красящих веществ. Если красители растворены, то крашение называют мокрым. Если красители сухие, процедуру часто называют порошковым окрашиванием.
Мокрое окрашивание
Нанесение лакокрасочных слоёв возможно после защиты алюминия пассивирующим грунтом, в состав которых входят соединений цинка, стронция. Грунт наносят в две стадии на скрупулезно подготовленную металлическую основу. После полного испарения растворителя из грунтовочной смеси поверхность покрывают изолирующим внешним слоем масляного или глифталевого лака. Существуют функциональные лакокрасочные составы, защищающие от химических реагентов, от бензина, масел. Для получения цветных декоративных конструкций используют молотковые лаки. При некоторых технологиях защиты наносят бакелитовый лак под давлением, чтобы гарантированно заполнить все микропоры. Выбор покрытия обусловлен будущими условиями эксплуатации. Технология нанесения постоянно совершенствуется.
Порошковое окрашивание
Для использования этого метода металл также нужно очистить от слоя жира, других включений. Подготовку проводят погружением в щелочные, слабощелочные (почти нейтральные), кислотные растворы. Для повышения эффективности очистки иногда добавляют смачиватели.
Следующей стадией подготовки некоторых алюминиевых конструкций является формирование конверсионного слоя обработкой хроматными, фосфатными составами. Иногда используют циркониевые, титановые соединения. Необходимость этого этапа определяется специфическими особенностями изделия. Это вопрос компетенции технологов. Выполнение каждого этапа обработки чередуется с обязательным промыванием и сушкой материала.
Затем наносят полимер, выполняющий защитную функцию. Широко используют полиэфиры. Они образуют плотный слой, стойкий к химическому, механическому, термическому воздействию. Покрытия из полимеризованного уретана обладают большей твердостью. Применяют также эпоксидные, полиэфирно-эпоксидные, акриловые порошки – краски. Они формируют поверхность любого заданного цвета, структуры, способностью отражать световые лучи. Красящий порошок наносят электростатическим или трибостатическим методом.
Электростатически частицы пигмента в воздухе (флюиды) заряжают действием электродов. Трибостатически крупинки краски заряжаются благодаря силе трения, продуцируемой специальным пистолетом. Процесс реализуют в камерах. Неиспользованный порошок собирается, возвращается в исходное место. Стадия завершается полимеризацией при высокой температуре.
Оба вида окрашивания алюминия позволяют получать цвета, соответствующие международным стандартам. Некоторые производственные требования обуславливают необходимость последовательного сочетания двух методов: анодного оксидирования и окрашивания. Количество, суть используемых методов определяются специалистами.
Нивелирование влияния соседствующих материалов
Стимулировать коррозию алюминия могут металлы, материалы, находящиеся рядом. Для предотвращения этого эффекта рядом с алюминиевыми конструкциями позволительно нахождение только нержавеющей или оцинкованной стали. Могут предотвратить контакт прокладки из резины, паронита, битума. Алюминиевые конструкции не должны соприкасаться с бетоном, кирпичом, камнем, деревом. Для защиты рекомендован лак, любые другие изолирующие материалы.
Неорганические соединения
Алюминий не стоек к действию кислот. Исключение составляют концентрированные азотная и серная кислоты — их окислительные свойства настолько сильны, что при контакте с алюминием на его поверхности образуется прочный слой оксида алюминия, препятствующий дальнейшему разрушению металла (поэтому концентрированную азотную или серную кислоту перевозят в алюминиевых цистернах). Разбавленная азотная или серная кислота — более слабый окислитель — энергично реагирует с алюминием.
В кислотах алюминий растворяется тем хуже, чем меньше содержит дополнительных примесей. Следует помнить, что анодное окисление не защищает от воздействия кислот, поскольку они разрушают слой Al2O3. Химическая активность кислот увеличивается с ростом температуры. Например, с возрастанием температуры на 10°С скорость коррозии удваивается. Увеличение концентрации кислоты, как правило, увеличивает скорость коррозии (концентрированные серная и азотная кислоты — исключение).
Соляная кислота вызывает сильную коррозию. Действие этой кислоты нельзя ослабить добавлением ингибиторов.
Фтороводородная кислота оказывает самое сильное влияние на алюминий. Даже непродолжительное взаимодействие разбавленной кислоты ведет к полному растворению алюминия.
Кислородсодержащие кислоты хлора (HClO4, HClO3, HClO) вызывают сильную коррозию алюминия.
Серная кислота вызывает равномерную коррозию алюминия, интенсивность которой зависит от концентрации. Разбавленная кислота средней концентрации при комнатной температуре отличается умеренной агрессивностью. Наиболее агрессивна кислота концентрации 80%. Некоторые вещества, входящие в состав алюминиевых сплавов, а также ионы, содержащиеся в воде (особенно фториды и хлориды), усиливают действие серной кислоты.
Сернистая кислота вызывает локальную коррозию алюминия.
Сера и халькогены (селен и теллур) на алюминий не действуют.
Фосфорная кислота разрушает алюминий умеренно или сильно (в зависимости от концентрации).
Мышьяк при комнатной температуре не действует на алюминий.
Мышьяковая кислота (H3AsO4) и окись мышьяка сильно разрушают алюминий, а мышьяковистая кислота (H3AsO3) без нагревания на него не влияет.
Азотистая кислота (HNO2) при комнатной температуре не действует на алюминий.
Азотная кислота (HNO3) воздействует на алюминий по-разному, в зависимости от концентрации. Разбавленные растворы интенсивно разрушают алюминий. В концентрированных растворах вследствие окислительных процессов поверхность алюминия пассивируется и коррозия замедляется. Наиболее сильную коррозию вызывает кислота концентрацией 10-60%. Действие азотной кислоты приводит к равномерной коррозии. С увеличением чистоты алюминия возрастает его стойкость к коррозии. Наличие в составе слава примесей меди, кремния, магния усиливает воздействие азотной кислоты.
Оксидирование алюминия
Оксидирование алюминия протекает при постоянном токе под напряжением 250 В. Наращивание защитной пленки происходит при комнатной температуре с водяным охлаждением. Не требуется импульсного источника. Пленки получаются плотными и прочными в течение 45-60 минут.
На плотность и цвет оксидного покрытия влияет температура электролита:
- пониженная температура образует плотную пленку яркого цвета;
- повышенная – формирует рыхлую пленку, требующую дальнейшей окраски.
Образовать защиту алюминия от коррозии можно электрохимической реакцией. Процесс разделен на несколько этапов:
1. На стадии подготовки алюминиевое изделие обезжиривают, погружая его в раствор щавелевой кислоты.
2. После промывания водой опускают в щелочной раствор, чтобы удалить неравномерно образовавшийся оксидный слой.
3. Для дополнительной окраски алюминиевые изделия погружают в соответствующие растворы солей. Чтобы заполнить образовавшиеся поры, металлический материал обрабатывают паром.

4. Затем изделие подвергают сушке. Анодное оксидирование может проводиться с применением переменного тока.
Для защиты от коррозии применяют химическое оксидирование – менее затратное, не требующее специального электрического оборудования и квалификации исполнителей. Используется несложный химический состав.
В процессе алюминирования полученная оксидная пленка толщиной в 3 мкм имеет салатный цвет, обладает высокими электроизоляционными свойствами, не пориста, не окрашивается.
Коррозия алюминия возникает вследствие находящихся рядом металлов, которые окислились. Предотвращению этот процесса способствует изоляция. Это могут быть прокладки из резины, битума, паронита. При покрытии ржавчиной применяются лак и другие изолирующие материалы. Других способов избавиться от этой проблемы пока нет.
Общие сведения
Если учитывать, что атмосферные характеристики часто определяются по региону, а также уровнем индустриализации, на данный момент можно отметить:
- Сельская местность (небольшой уровень загрязнений и средняя степень влажности).
- Области около моря (средний уровень загрязненности, а также высокий уровень влаги).
- Городская местность (степень влажности средняя, а также уровень продуктов распадов топлива жидкого типа, окислов углерода и серы тоже средний).
- Индустриальные и промышленные зоны (большое количестве окислов углерода, кислот и серы, а еще средний уровень влаги).
Для большого количества случаев, кислоты неорганического типа, даже при малой концентрации способы растворять алюминий. И даже пленка натурального происхождения оксида алюминия не способа стать достаточной защитой от появления коррозионных процессов. Самыми мощными растворителями можно называть калий, фтор и натрий. Более того, алюминию характерна достаточно низкий уровень сопротивляемости к соединению брома и хрома. Достаточно агрессивные к разным сплавам алюминиевых металлов будут цементные и известковые растворы.
Можно выделить несколько видов коррозионных алюминий и его сплавов:
- Поверхностная. Такой тип разрушений встречается чаще всего и является менее вредоносным, чем остальные. Его лучше поменять на поверхности. Это дает возможность применят предохранительные средства, а поверхностные разрушения крайне часто встречаются на анодированном профиле для строительства.
- Локальная. Эти виды разрушений проявляется в виде форм, пятен и углублений. Такая разновидность коррозии бывает междукристаллического и поверхностного типа. Разрушения этого характера являются крайне опасными, по причине того, что их весьма сложно обнаружить. Такой тип коррозии крайне часто разрушают именно труднодоступные части узлов и конструкций.
- Филигранная или нитеподобная. Этот тип разрушений алюминия часто появляются под покрытием органических видов, а еще на граничных обрабатываемых поверхностях. Коррозия нитеподобного типа появляется в ослабленных местах повреждения покрытия органического вида или краях отверстий.
Достаточно часто, естественных антикоррозийных способностей сплавов и самого алюминия для защиты от разрушений бывает крайне недостаточно. А вот длительный эксплуатационный период изделий из таких металлов, и в обязательно порядке требуется применять дополнительные способы защиты.
- Анодированное окисление (исследования специалистов из Германии показывают, что такой тип защиты применяется на 15% от основного количества производства строительных профилей в мире).
- Покрытие поверхности металла составами порошкового типа.
- Защита от контактирования с остальными металлами.
Способы борьбы с коррозией алюминия
Алюминий – широко распространенный в промышленности и быту металл. Окисление алюминия на воздухе не происходит. Его инертность обусловлена тонкой оксидной пленкой, защищающей его. Однако под влиянием определенных факторов из окружающей среды этот метал все же подвергается разрушительным процессам, и коррозия алюминия — не такое уж и редкое явление.
Механическое покрытие
Как защитить алюминий от коррозии? Чаще всего применяют механический способ – нанесение слоя краски.
Покройте краской изделие и вы убедитесь в действенности этого способа. Окрашивание бывает мокрым и сухим, или порошковым. Эти технологии усовершенствуются. При мокром окрашивании лакокрасочные слои наносят после защиты алюминия составом, содержащим соединения цинка и стронция. Металлическую основу тщательно подготавливают: защищают, шлифуют, сушат. Грунт наносят поэтапно.
Специальные составы помогают остановить коррозию и защищают алюминиевые конструкции от химикатов, бензина, различного вида масел. Выбор покрытия зависит от условий последующей эксплуатации металлического изделия:
- молотковые – применяют для получения конструкций различных цветовых оттенков, используемых в декоре;
- бакелитовые – наносят под высоким давлением, заполняя микротрещины и поры.
Порошковое окрашивание требует тщательной очистки поверхности от жира и различных отложений. Это достигается погружением в щелочные или кислотные растворы с добавлением смачивателей. Далее на алюминиевые конструкции наносится слой хроматных, фосфатных, циркониевых или титановых соединений. После этого он не будет окисляться.
После просушки материала на окислившийся участок наносят защитный полимер. Чаще всего используются полиэфиры, стойкие к механическому, химическому и термическому воздействию. Применяют полимеризованный уретан, эпоксидные и акриловые порошки.
Оксидирование алюминия
Оксидирование алюминия протекает при постоянном токе под напряжением 250 В. Наращивание защитной пленки происходит при комнатной температуре с водяным охлаждением. Не требуется импульсного источника. Пленки получаются плотными и прочными в течение 45-60 минут.
На плотность и цвет оксидного покрытия влияет температура электролита:
- пониженная температура образует плотную пленку яркого цвета;
- повышенная – формирует рыхлую пленку, требующую дальнейшей окраски.
Образовать защиту алюминия от коррозии можно электрохимической реакцией. Процесс разделен на несколько этапов:
1. На стадии подготовки алюминиевое изделие обезжиривают, погружая его в раствор щавелевой кислоты.
2. После промывания водой опускают в щелочной раствор, чтобы удалить неравномерно образовавшийся оксидный слой.
4. Затем изделие подвергают сушке. Анодное оксидирование может проводиться с применением переменного тока.
Для защиты от коррозии применяют химическое оксидирование – менее затратное, не требующее специального электрического оборудования и квалификации исполнителей. Используется несложный химический состав.
В процессе алюминирования полученная оксидная пленка толщиной в 3 мкм имеет салатный цвет, обладает высокими электроизоляционными свойствами, не пориста, не окрашивается.
Коррозия алюминия возникает вследствие находящихся рядом металлов, которые окислились. Предотвращению этот процесса способствует изоляция. Это могут быть прокладки из резины, битума, паронита. При покрытии ржавчиной применяются лак и другие изолирующие материалы. Других способов избавиться от этой проблемы пока нет.
Щелевая коррозия алюминия
Сущность щелевой коррозии
Щелевая коррозия может возникать в узких, наполненных жидкостью щелях. Возникновение такой коррозии в алюминиевых профилях маловероятно. Однако, значительная щелевая коррозия может возникать в морской атмосфере или на наружной поверхности кузовов транспортных средств. В ходе транспортирования и хранения алюминиевых профилей иногда может собираться вода в щелях между смежными алюминиевыми поверхностями, которая вызывает поверхностную коррозию в виде «водяных пятен» (рисунок 4).
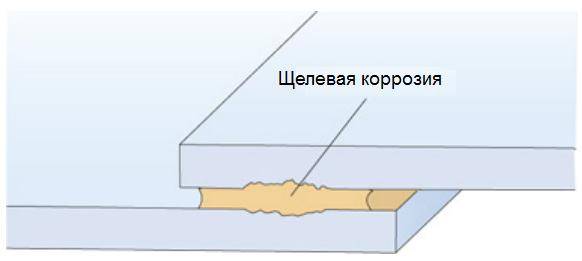 Рисунок 5 – Сущность щелевой коррозии
Рисунок 5 – Сущность щелевой коррозии
Источником этой воды является дождь или конденсация влаги. Эта вода по капиллярному механизму буквально засасывается в пространство между двумя металлическими поверхностями. Конденсация влаги может возникать тогда, когда холодный материал помещают в теплое помещение. Разность между ночной и дневной температурами может также вызывать конденсацию, когда алюминий хранится снаружи под плотным тентом, который препятствует вентиляции.
Предотвращение щелевой коррозии
На соединяемые поверхности наносят герметики или двухсторонний скотч. Это предотвращает попадание в зазор между ними воды и предотвращает возникновение щелевой коррозии.
В некоторых случаях вместо соединения на заклепках и винтах применяют клеевое соединение. Это также противодействует образованию щелевой коррозии.
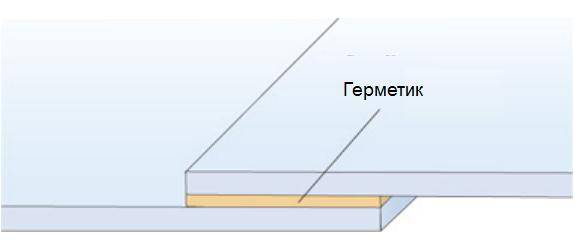 Рисунок 6 – Герметизация соединения предотвращает щелевую коррозию
Рисунок 6 – Герметизация соединения предотвращает щелевую коррозию
См. продолжение: Когда и как защищать алюминий от коррозии
Гальванические пары
Относительное расположение двух металлов или сплавов в гальваническом ряду указывает только возможность гальванической коррозии, если различие их гальванических потенциалов является достаточно большим. Больше этот ряд ничего не говорит, и особенно ничего – о скорости или интенсивности гальванической коррозии. Она может быть нулевой или несущественной или даже незаметной. Ее интенсивность зависит от типов металлов, которые входят в контакт – гальванической пары.
Пара: алюминий – нелегированная сталь
В строительных конструкциях алюминиевые детали, которые открыты для воздействия климатических и погодных воздействий, могут соединяться винтами из обычной стали. Опыт показывает, что алюминий в контакте со стальными винтами подвергается только очень поверхностной коррозии. Возникающая ржавчина, которая не оказывает никакого влияния на алюминий, полностью пропитывает слой оксида алюминия и образует на поверхности пятна. Фактически, для алюминиевой конструкции в контакте с незащищенной сталью важнее будет ее влияние на внешний вид и декоративные качества, а не способность сопротивляться коррозии.
Это явление имеет следующее объяснение:
на поверхностях контакта образуются пленки с продуктами коррозии – ржавчины на стали и оксида алюминия на алюминии, которые и замедляют электрохимические реакции.
Пара: алюминий – оцинкованная сталь
Судя по гальваническому ряду, цинк является более электроотрицательным, чем алюминий. Крепеж из оцинкованной стали может, поэтому, применяться для соединения и сборки конструкций из алюминиевых сплавов. Надо помнить, что когда цинковое покрытие станет слишком изношенным, чтобы защищать сталь и алюминий, наступает предыдущий сценарий контакта между алюминием и голой сталью .
Пара: алюминий – нержавеющая сталь
Хотя и существует большая разность потенциалов между нержавеющей сталью и алюминиевыми сплавами – около 650 мВ, очень редко можно увидеть гальваническую коррозию на алюминии в контакте с нержавеющей сталью. Поэтому алюминиевые конструкции очень часто собираются с применением болтов и винтов из нержавеющей стали .
Пара: алюминий – медь
Контакт между алюминиевыми сплавами и медью, а также медными сплавами (бронза, латунь) приводит к совершенно незначительной гальванической коррозии алюминия под воздействием атмосферных условий. Тем не менее, рекомендуется обеспечивать электрическую изоляцию между этими двумя металлами, чтобы локализовать коррозию алюминия.
Необходимо отметить, что продуктом коррозии меди является, так называемая, патина. Эта патина – голубовато-зеленый налет на меди, который состоит в основном из карбоната меди. Эта патина химически воздействует на алюминий и может восстанавливаться с образованием малых частиц меди. Эти медные частицы, в свою очередь, могут вызывать локальную питтинговую коррозию алюминия .
Сплавы Mg-Al
Такие материалы широко используются в строительстве, пищевой и химической промышленности. Также их очень часто применяют в машиностроении. Считается, что неплохо подобные материалы подходят и для возведения сооружений, подвергающихся воздействию морской воды.
В том случае, если магния в состав сплава входит не более 3%, антикоррозийные свойства он будет иметь практически такие же, как и технический алюминий. Магний в таком сплаве находится в твердом растворе и в виде частиц Al8Mg5, равномерно распределенных по всей матрице.

Если этого металла в сплаве содержится больше 3%, частицы Al8Mg5 начинают выпадать по большей мере не внутри зерен, а по их границам. А это, в свою очередь, крайне негативно сказывается на антикоррозийных свойствах материала. То есть изделие становится гораздо менее устойчивым к ржавлению.
Характеристики точечной коррозии
В отличие от общей коррозии интенсивность и скорость точечной нельзя оценивать ни определением потери массы, ни определением количества выделенного водорода. Действительно, эти измерения не имеют смысла, так как очень глубокая и одиночная ямка может дать только очень малую потерю массы, тогда как большое количество мелких поверхностных ямок могут привести к большой потере массы.
Поэтому точечная коррозия оценивается по трем критериям:
- плотность, то есть количество коррозионных ямок на единицу площади;
- скорость углубления коррозионных ямок;
- вероятность точечной коррозии.
Плотность коррозионных ямок
Измерение плотности не представляет особой трудности, так как она заключается в простом подсчете количества ямок, которые видны на заданной площади и длине изделия или образца. Опыт показывает, что 1 квадратный дециметр плоского проката и 1 дециметр трубы являются достаточными для получения надежных сведений о плотности точечной коррозии.
Опыт также показывает, что если количество ямок мало и они разбросаны по поверхности, то глубина их обычно больше, чем у ямок, которые в большом количестве равномерно рассеяны по поверхности.
Скорость роста глубины ямок
Этот фактор является наиболее важным
Скорость роста глубины коррозионных ямок является намного более важной, чем их плотность, так как срок службы алюминиевого изделия зависит именно от того, насколько быстро будет расти в глубину коррозионная ямка. Отметим, что глубина коррозионной ямки не зависит от толщины металла
Глубину коррозионных ямок измеряют в конце тестового периода или заданного периода срока службы. На заданной площади поверхности, например, 1 дм2, находят 5 или 10 самых глубоких ямки и измеряют их глубину. Обычно это делается с помощью микроскопа с достаточным увеличением. Для обработки результатов измерений применяют специальные статистические методы .
На рисунке 2 показана максимальная глубина точечной коррозии при испытании в морской атмосфере образцов из алюминиевых сплавов 1050, 3003 и 5052. Как видно скорость роста глубины коррозионных ямок пропорциональна корню кубическому из времени.
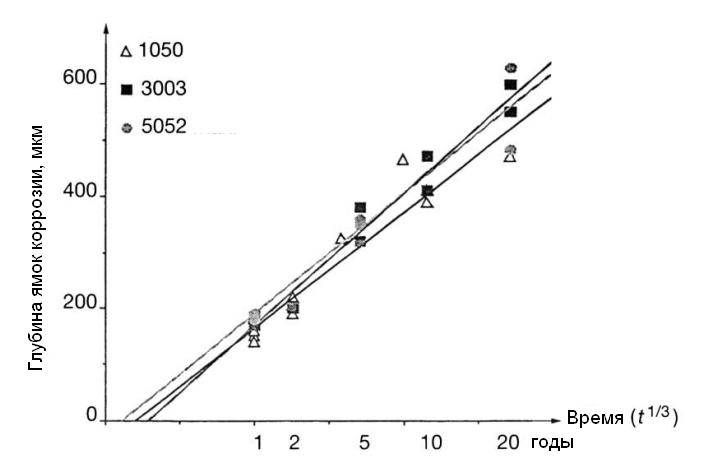 Рисунок 2 – Глубина точечной коррозии при испытаниях в морской атмосфере образцов из алюминиевых сплавов 1050, 3003 и 5052 .
Рисунок 2 – Глубина точечной коррозии при испытаниях в морской атмосфере образцов из алюминиевых сплавов 1050, 3003 и 5052 .
Вероятность точечной коррозии
Вероятность точечной коррозии определяют экспериментально. Для этого требуется большое количество образцов. Вероятность точечной коррозии (в процентах) определяют по формуле
p = 100 · (Np/N)
где
p – вероятность точечной коррозии;
Np – количество образцов, подвергшихся точечной коррозии;
N – общее количество испытанных образцов.
Вероятность точечной коррозии и скорость роста глубины коррозионных ямок являются двумя факторами, которые характеризуют долговечность алюминия в воде. Они не связаны друг с другом: данный алюминиевый сплав может иметь высокую вероятность возникновения точечной коррозии и низкую скорость роста глубины коррозионных ямок. Возможна и обратная ситуация: низкая вероятность возникновения точечной коррозии, но высокая скорость роста глубины коррозионных ямок. Конечно, первый вариант является более предпочтительным.
Какая защита картера лучше?
Сторонники экономии на мелочах могут прислушаться к советам горе-мастеров: мол, зачем платить за дорогущую “фирменную” защиту картера двигателя на старенький Opel Vectra, если защита для «девятки» становится почти идеально? Она и стоит в несколько раз дешевле, хоть и прихватывается сваркой…
Но не следует забывать о том, что защита картера должна не только предохранять моторный отсек от грязи и пыли, но и не препятствовать его вентиляции, и непременно спасать двигатель. Да и подверженность коррозии тоже немаловажный фактор (как выполнить антикоррозийную обработку).
Можно ли быть уверенным в том, что защита картера, подваренная автогеном в гараже народного умельца, справится со всеми возложенными на нее функциями?
Для того, чтобы понять, какая защита картера будет лучше предохранять двигатель от повреждений, следует сперва разобраться из каких материалов её обычно изготавливают. Исходя из этого можно будет взвесить все плюсы и минусы каждого из материалов.
- Чаще всего защиту картера двигателя изготавливают из стального листа толщиной не менее 2 мм, на который наносится антикоррозионное покрытие. Масса такой защиты – 8-12 кг, а соотношение цена/качество наиболее оптимальны.
- Намного реже для изготовления защиты картера и КПП применяют не стальные, а алюминиевые листы – они заметно легче, но и стоят значительно дороже.
- Наиболее прогрессивными средствами защиты картера двигателя в настоящее время являются “бронелисты” из композитных материалов. Такая защита сочетает в себе прочность стали с небольшим весом алюминия.
В конце статьи смотрите краш-тест различных защит картера двигателя, изготовленных из стали, алюминия и композита. На видео хорошо видно, какой материал лучше держит удар.
Зарождение и углубление коррозионных ямок
Алюминий относится к металлам, которые имеют на поверхности пассивную окисную пленку. Такие металлы склонны к локальной коррозии при локальном повреждении этой пассивной пленки. Это приводит к образованию коррозионной ямки, которая при благоприятных для нее условиях может развиваться и расти. Точечная коррозия алюминия демонстрирует две четких стадии:
- зарождение и
- рост.
Стадия зарождения
Давно известно, что точечная коррозия развивается в присутствии хлоридов следующим образом:
- поглощение естественной оксидной пленкой алюминия хлоридных ионов Cl–;
- разрыв пленки в слабых местах;
- образование микротрещин шириной в несколько нанометров;
- зарождение коррозионных ямок.
За короткое время может образоваться большое количество микроскопических коррозионных ямок – до 10 миллионов на одном квадратном сантиметре. Плотность ямок зависит от типа алюминиевого сплава:
- 10 тысяч на квадратный сантиметр для чистого алюминия, содержащего 0,1 % примесей;
- 10 миллиардов на квадратный сантиметр для сплава, содержащего 4 % меди.
Однако большинство из этих микроскопических коррозионных ямок остановятся в росте через несколько дней.
Стадия углубления ямок
Только очень малая доля зародившихся коррозионных ямок будут продолжать расти в результате электрохимических реакций на аноде и катоде (рисунок 1) .
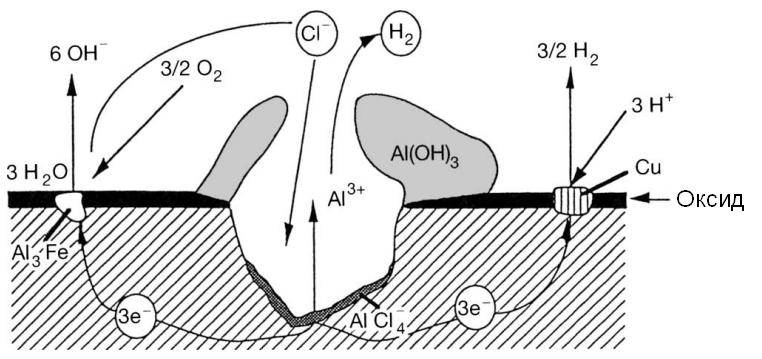 Рисунок 1 – Механизм точечной коррозии алюминия .
Рисунок 1 – Механизм точечной коррозии алюминия .
Анодом является дно коррозионной ямки, а катодом – поверхность алюминия вокруг ямки. В результате электрохимических реакций коррозия на аноде «роет» ямку вглубь алюминия путем образования ионов Al3+. Эти ионы диффундируют к выходу из ямки, где встречаются с щелочной средой в виде ионов OH–, в результате чего на катоде выделяется гидроксид алюминия Al(OH)3.
Полная реакция коррозии точечной коррозии алюминия имеет вид :
2Al + 3H2O +3/2 O2 → 2Al(OH)3.
Накопление продуктов коррозии над коррозионной ямкой формирует образование, похожее на купол вулкана, с постепенным блокированием входа в нее. Это затрудняет обмен ионами между дном ямки и поверхностью алюминия, особенно, если в этом участвуют хлоридные ионы. Этим объясняется то, почему точечная коррозия со временем замедляется и даже полностью прекращается.



