Правила выбора абразивных кругов
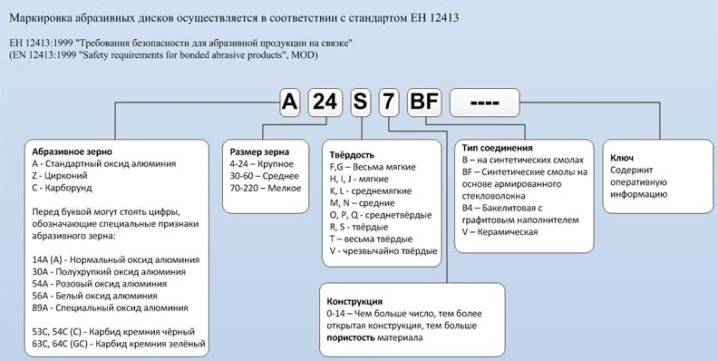
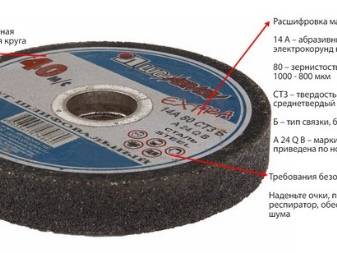
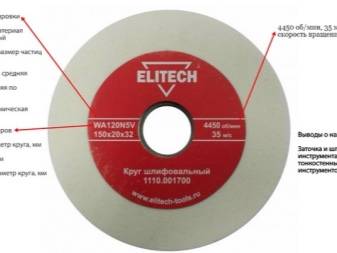
Подбирая абразивный отрезной круг, следует внимательно ознакомиться с надписями и обозначениями. Серьезные производители наносят их в довольно большом количестве. Первое, что надо проверить — тип применяемого оборудования. Есть круги, которые предназначены для установки на стационарные станки и обозначены соответствующей пиктограммой. В домашнем хозяйстве требуются абразивные круги для ручных инструментов. Далее нужно проверить следующие параметры: Зернистость абразива (то есть размер частиц). Она может составлять до 2000 мкм (а порой и более). Однако производители обозначают ее при помощи специальной маркировки, причем нередко своей собственной. В этом случае следует проконсультироваться о принципах соответствия у продавца. Общепринятой является система FEPA, в которой зернистость обозначают латинской буквой «F» с числом от 4 до 1200. Чем меньше число, тем больше размер частиц. В быту пригодятся круги меньшего диапазона зернистости: с крупным, грубым зерном (F16-24), средним (F30-60) и мелким (F70-220). Чем крупнее частицы, тем быстрее можно резать металл, особенно большой толщины. Но для точного и качественного вырезания пазов и углублений нужны круги с малым зерном.
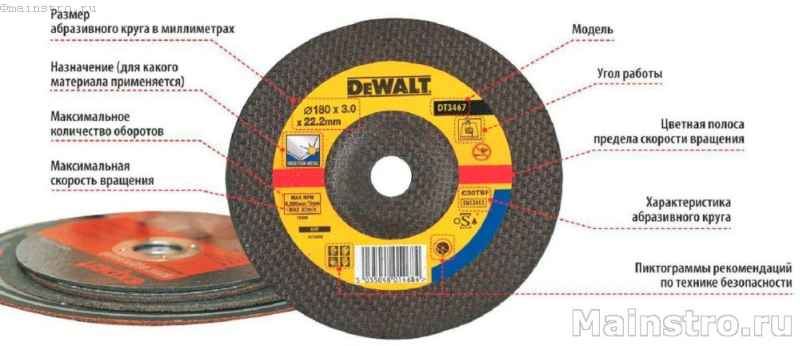
Диаметр отрезного круга. Здесь все просто — он должен соответствовать «болгарке». В продаже есть круги размером от 80 до 500 мм, но бытовые УШМ выпускаются под круги диаметром 115,125, 150, 180 и 230 мм. Принцип соответствия аналогичный: чем больше диаметр, тем легче отпилить толстую металлическую деталь. «Болгарки» с кругами 125-150 мм считаются универсальными. Такие электроинструменты вполне позволят справиться с бытовыми задачами по разрезанию металла, при этом весят они ощутимо меньше, чем мощные устройства под круг 230 мм. При покупке надо проверить и соответствие диаметра посадочного отверстия круга (он бывает 22 и 32 мм).
Отрезные круги с диаметром 80 и 100 мм и посадочным отверстием 10 мм предназначены для установки на электродрель.
Высота круга (то есть толщина W его кромки) бывает от 1 до 5 мм. Чем она меньше, тем проще резка и меньше количество отходов. Однако ускоряется износ круга.
Скорость вращения круга при работе «болгаркой» не должна превышать максимально допустимое для него значение. Его также указывают на поверхности круга. Причем многие производители не только пишут числа, но и используют цветовую схему. Поперечная полоса белого цвета соответствует максимальной скорости до 25-35 м/с, синяя — до 45-50 м/с, желтая-до 60 м/с, красная — до 80 м/с, зеленая — до 100 м/с. Для большинства случаев и почти всех бытовых «болгарок» надо применять «красные» отрезные круги. Но если предстоит обработка детали из нержавеющей стали, следует приобрести «синий» диск. . На поверхности круга зачастую можно увидеть пиктограммы, изображающие камень, армированный бетон, керамическую плитку, тот или иной вид металлических изделий и т. д. Это значит, что отрезной круг имеет узкую специализацию, предназначен для работы именно по таким поверхностям.
Есть и универсальные круги. Многие производители в виде пиктограмм предупреждают пользователей о правилах техники безопасности. Рисунки могут напоминать о необходимости работы в наушниках, защитных очках, с респиратором и т. д.
Сама поверхность круга может быть плоской, но с выступающими абразивными зернами, или более гладкой, но рифленой, с неглубокими канавками круглой формы. Во втором варианте меньше мощность, которую «болгарка» расходует при выполнении резки, но выше цена.
Наконец, большинство производителей обозначает на обрамлении вокруг посадочного отверстия срок годности абразивного круга. Продавцы нередко продают изделия с истекающим периодом пригодности по сниженным ценам. Но во избежание поломок и риска для здоровья таких приобретений лучше избегать.


Сфера применения абразивных шлифовальных кругов
Полирование каких-либо элементов не только делает их привлекательнее внешне, но и часто является необходимостью с технической точки зрения. В быту этому процессу часто подвергают элементы предметов интерьера, а в промышленном производстве – детали разнообразных машин, станков и прочих механизмов.
Для движущихся узлов полирование крайне важно: отдельные детали должны быть хорошо пригнаны и сглажены для минимизации трения. Стоит отметить, что шлифованию подвергаются самые разные материалы – металл, камень, пластик, древесина
Также абразивные круги активно используются в разнообразных заточных станках.
Шлифовальные абразивные круги могут отличаться формой, поскольку их применяют для различных целей. Помимо сглаживания поверхности металлические детали часто нуждаются в очистке от ржавчины. Реализовать эту задачу без специальных кругов почти невозможно. Посредством съемных насадок для шлифовальной машины можно выполнять выемки, пазы различной сложности в различных материалах, включая цветные металлы, поделочный камень, бетонные стены, мягкие сплавы.
Большой популярностью абразивные круги пользуются среди ювелиров, для которых полировка изделий из драгоценных металлов – основная часть работы. Мастера по обработке камня, работающие с поделочными минералами и полудрагоценными камнями, также используют указанный инструмент.

Шлифовальная насадка для дрели
Существуют специальные разновидности шлифовальных насадок, устанавливаемых на дрель. Они активно используются во время проведения ремонтных либо отделочных работ (например, для зачистки поверхности стен перед укладкой плитки либо нанесением штукатурных составов). Некоторые шлифовальные круги отлично справляются с удалением старой краски с сантехники, очисткой труб от коррозии и других схожих работ.
Материал изготовления заточных шлифовальных кругов
 Заточные и шлифовальные круги
Заточные и шлифовальные круги
Степень обработки шлифовального круга во многом зависит от его структуры. Учитывая различные типы операций, производители предлагают несколько типов для дрели, отличающихся маркировкой, материалом изготовления и типом обработки — торцевой или плоскостной.
Главным требованием к материалу изготовления являются абразивные свойства. Одновременно с этим они должны иметь достаточную механическую прочность, не разрушаться под воздействием агрессивных сред
Последнее качество особо важно при использовании охлаждающих жидкостей. Это не свойственно для лепестковых моделей. Структуру и состав материала изготовления можно определить по маркировке и обозначению
Там же указана область применения шлифовального круга:
Структуру и состав материала изготовления можно определить по маркировке и обозначению. Там же указана область применения шлифовального круга:
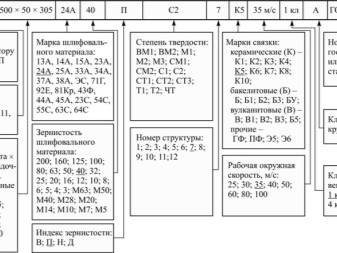
- электрокорунд. Разделяются на белые (22А, 23А, 24А, 25А), нормальные (12А, 13А, 14А, 15А, 16А), хромистые (32А, 33А, 34А), титановые (37А) и циркониевые (38А). Чем больше число — тем выше качество изготовления;
- карбид кремния. Изготавливается зеленого (62С, 63С, 64С) и черного (52С, 53С, 54С, 55С) цветов. Первый имеет более хрупкую структуру. Используются в качестве заточных;
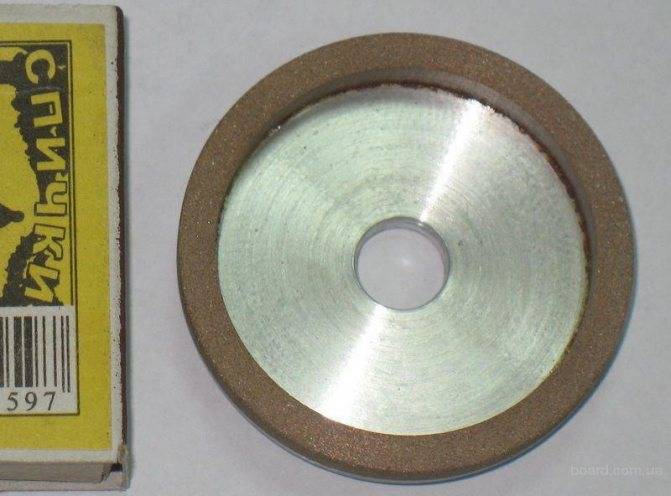
- алмаз. Основная область применения — заточка и шлифование твердосплавного инструмента. С помощью алмазных кругов можно выполнять доводку других типов шлифовальных поверхностей;
- эльбор. По свойствам близок к алмазу, но отличается большей термостойкостью. Для бытовых нужд в качестве точила практически не применяется, так как имеет высокую стоимость.
 Электрокорунд
Электрокорунд
 Карбид кремния
Карбид кремния
 Алмаз
Алмаз
 Эльбор
Эльбор
Следующим свойством торцевых кругов для дрели является их зернистость. Она определяет чистоту получаемой поверхности. В старом ГОСТ основной характеристикой являлся размер зерна. Это характеристика может варьироваться от 20 до 200 мкм. Зернистость по ГОСТ 52381-2005 обозначается Fx (где x — характеристика размера зерна). Чем выше это значение, тем меньше размер частиц.
Применение лепестковых кругов КЛТ
Круги лепестковые торцовые (т.н. флэп-диски)- один из самых распространенных и часто используемых типов лепестковых кругов. Используется, в отличие от других видов лепестковых кругов, только на ручных угловых шлифмашинках с рабочей скоростью до 80м/сек.
В отличие от зачистных кругов на бакелитовой связке работают тихо, устойчиво, без прижогов, оставляя холодными обработанные поверхности, обеспечивают максимальный съем материала, не образуя «зарезов», безопасны в работе. Не засаливаются. Универсальность этих кругов позволяет использовать их при обработке металлов, древесины, пластмасс, камня:
— В машиностроении (автомобиле-, тракторо-, вагоно-, авиа- и судостроении) при изготовлении сварных металлоконструкции, строительстве, литейном производстве на операциях зачистки заготовок.
— В металлообработке и быту для удаления ржавчины, окалины, при подготовке поверхностей под сварку, зачистке сварных швов, удалении заусенцев и шлифовании поверхностей
Виды
Основной стандарт для абразивных шлифовальных кругов — ГОСТ 24747-90 или ГОСТ 24224-83. Более современным считается ГОСТ Р 52587-2006. Именно здесь описываются базовые параметры и характеристики эльборовых и других твердых дисков. Для коралловых, войлочных, фибровых, резиновых, вулканитовых вариантов такого инструмента, крепящихся на липучке, стандарты могут быть другими, некоторые из них делают по ТУ. Многое при классификации видов зависит и от назначения абразивного круга. Для шлифмашинки и на дрель, для болгарки и шуруповерта используются диски с гибкой основой с нанесенным сверху материалом, имеющим твердое заполнение.
При изучении ассортимента мастеру приходится учитывать способ обработки — прямой или торцевой, цвет конкретного круга — зеленый, белый, серый, указанную маркировку (ПП, ЗП, К или другую), характеристики. Каждый параметр необходимо обязательно рассмотреть индивидуально с учетом особенностей материала, которому требуется шлифовка.

По назначению
Основная классификация абразивных кругов учитывает тип материала, с которым чаще всего приходится вести работу. Диски по дереву всегда более мягкие, по камню — твердые. Для чугуна, стали, других металлов выпускаются круги, учитывающие особенности каждого из них.
В зависимости от выбранного способа обработки также можно выделить абразивные инструменты следующих видов:
- обдирочные для зачистки и других аналогичных работ по металлу;
- плоскошлифовальные для всех материалов;
- заточные для режущих инструментов;
- для чистового шлифования;
- для алмазной отделочной обработки;
- для доводки и контакта с твердыми сплавами, неметаллическими основами;
- для суперфиниширования.


По форме
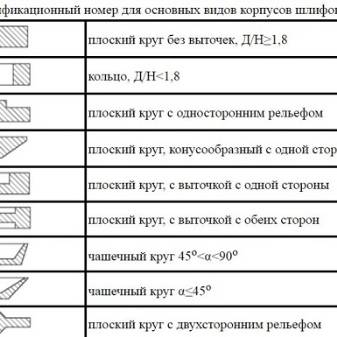
Всего выделяется более двух десятков различных видов шлифовальных кругов. Их гибкие лепестковые разновидности состоят из множества отдельных элементов, собранных по окружности. Твердые шлифовальные круги могут иметь прямой или чашечный профиль, а профилированные их варианты чаще всего тарельчатые, с разными типами выемок. А также встречаются кольцевые и конические их варианты.
По типу абразива
Современные абразивы в большинстве своем имеют синтетическое происхождение, дающее им преимущество перед природными материалами за счет улучшенных рабочих характеристик. Среди разновидностей используемых зерен для шлифовки наиболее распространенными считаются несколько вариантов.
- Карбид кремния. Бывает черным и зеленым, второй вариант более хрупкий. В маркировке материалов присутствует литера C.
- Эльбор. Его также именуют кубанитом или боразоном. Материал представляет собой модифицированную форму нитрида бора. Универсальный вариант абразива с твердостью алмаза и улучшенной термической устойчивостью.
- Электрокорунд. Имеет несколько разновидностей. Чаще других встречается белый и нормальный, улучшенными свойствами обладает титанистая или циркониевая разновидность. Все маркированы цифрами и литерой A.
- Алмаз. Круги с такой основой распространены среди мастеров, занимающихся заточкой и доводкой деталей, инструментов из твердых сплавов. Подходит для работы со стеклом и керамикой. Неустойчив к высокотемпературному нагреву.
По зернистости
Этот показатель определяет чистоту абразивной обработки материалов. Зернистость обозначается в мкм, для каждого типа кругов она имеет свои показатели. Современный ГОСТ Р 52381-2005 измеряет ее в диапазоне от F14 до F800. Чем выше твердость материала и ниже вязкость, тем больше может быть зернистость.

По твердости
Первоначально этот показатель обозначался в маркировке русскими буквами, с 2006 года используются латинские. Твердость шлифовального круга определяет, насколько хорошо связующее вещество справляется с удержанием абразивных зерен под рабочими нагрузками. На этот параметр влияют многие факторы. Круги с низкой твердостью обладают более высокими способностями к самозатачиванию за счет замены выкрашиваемых зерен новыми.
Всего в классификации присутствует 8 отдельных групп, подразделяющих шлифовальные инструменты на следующие варианты:
- Z, Y, X, V, W;
- T, U;
- S, R;
- O, Q, P;
- N, M;
- L, K;
- J, H, I;
- F, G.
По структуре
Все шлифовальные круги имеют в своей маркировке обозначение этого показателя. Определяется цифрами от 1 до 12, рассчитывается исходя из соотношения объемной доли абразивного материала в инструменте. На структуру влияет плотность расположения зерен. Всего существует 4 ее типа:
- высокопористый (со значением 11 или 12);
- открытый (8, 9 и 10);
- средний (5, 6 или 7);
- плотный (от 1 до 4).

Виды инструмента для заточки
За последние годы этот инструмент получил распространение во многих сферах. Его активно применяют в машиностроении, строительстве зданий, ремонте и других отраслях. Логично предположить, что каждый из его видов подойдет для выполнения только своих собственных задач. Есть инструменты, которые позволяют убрать шероховатости, с помощью других можно выполнить начисто шлифовку стен или пола. Поэтому понятно, почему с каждым годом в продаже появляется всё больше разновидностей такого рода инструмента. Всё их разнообразие можно представить в виде двух больших групп — жесткие и на гибкой основе.
Жесткий абразивный инструмент
 Первая группа представлена такими приспособлениями, как болгарки, станки и прочие виды ручного и стационарного электрооборудования.
Первая группа представлена такими приспособлениями, как болгарки, станки и прочие виды ручного и стационарного электрооборудования.
Благодаря наличию множества режимов скорости вращения и высокой прочности этот инструмент позволяет быстро и эффективно выполнять шлифовку большого количества изделий за короткий срок. Его активно используют для шлифовки, выравнивания, заточки режущих кромок, а также разрезания твердого материала.
Дополнительно относящиеся к этой группе изделия можно разделить на несколько типов кругов:
- заточные;
- шлифовальные;
- зачистные;
- отрезные.
Каждое изделие обладает своими характеристиками и свойствами. Шлифовальные изделия используются для обработки изделий из камня, дерева и металла, когда нужно изменить их форму или устранить шероховатости. Особенно часто возникает необходимость использования этой продукции при производстве и ремонте домов и квартир.
Поскольку эти инструменты могут использоваться в самых разных направлениях хозяйственной деятельности, при их выборе необходимо ориентироваться на текущие задачи и на основании этого выбирать тип профиля круга, который может быть прямым, в виде чаши или тарельчатым. Основным критерием выбора следует рассматривать удобство формы.
Отрезные изделия позволяют выполнять разрезание изделий из керамики, кирпича, гипсокартона, дерева, камня и др. Эти изделия превосходят все остальные по таким рабочим параметрам, как точность, скорость и простота обработки, не требующая приложения больших усилий.
 Заточные круги получили широкое распространение в качестве эффективного инструмента для затачивания поверхностей станков, пил, ножниц и ножей. Применение этого инструмента позволяет сэкономить немало времени на обслуживании другого инструмента в производстве и сельском хозяйстве.
Заточные круги получили широкое распространение в качестве эффективного инструмента для затачивания поверхностей станков, пил, ножниц и ножей. Применение этого инструмента позволяет сэкономить немало времени на обслуживании другого инструмента в производстве и сельском хозяйстве.
Зачистные изделия используются для черновой обработки изделий из дерева, камня и стали, когда нужно придать им определенную форму или избавить от серьезных дефектов. Особенно востребованы эти изделия в цехах металлообработки, где используются для удаления сварочных порезов, капель, швов и прочих серьезных дефектов.
Инструмент на гибкой основе
Наряду с жёстким инструментом производители выпускают абразивы на гибкой основе. Наиболее востребованной их разновидностью является обычная шкурка, которая может иметь различную плотность. С ее помощью можно обеспечить высокоточную и более эффективную обработку изделий из камня, синтетики, металла и дерева. Наиболее распространен вариант, имеющий бумажную или тканевую основу.
Материалы, используемые при изготовлении
Торцевые лепестковые круги состоят из эластичной основы, клеевой связки и абразивного материала.
Для основы чаще всего берут следующие материалы:
- бумагу;
- ткань;
- фибру;
- разные сочетания этих материалов.
Поскольку основная рабочая нагрузка припадает на абразивные зерна, здесь применяют прочные материалы природного или синтетического происхождения:
- окись алюминия;
- соединения кремния (двуокись или карбид);
- алмазы;
- нитрид бора;
- цирконий;
- электрокорунд и т.д.
В настоящее время в продаже чаще всего можно встретить тарельчатые круги, изготовленные из:
- оксида алюминия (относится к недорогим абразивам);
- цирконата алюминия (отличается доступной ценой при высокой производительности и долговечности);
- керамического зерна (наиболее дорогой и качественный материал для КЛТ;
- смеси зерен керамики и циркония (цирко-керамика).
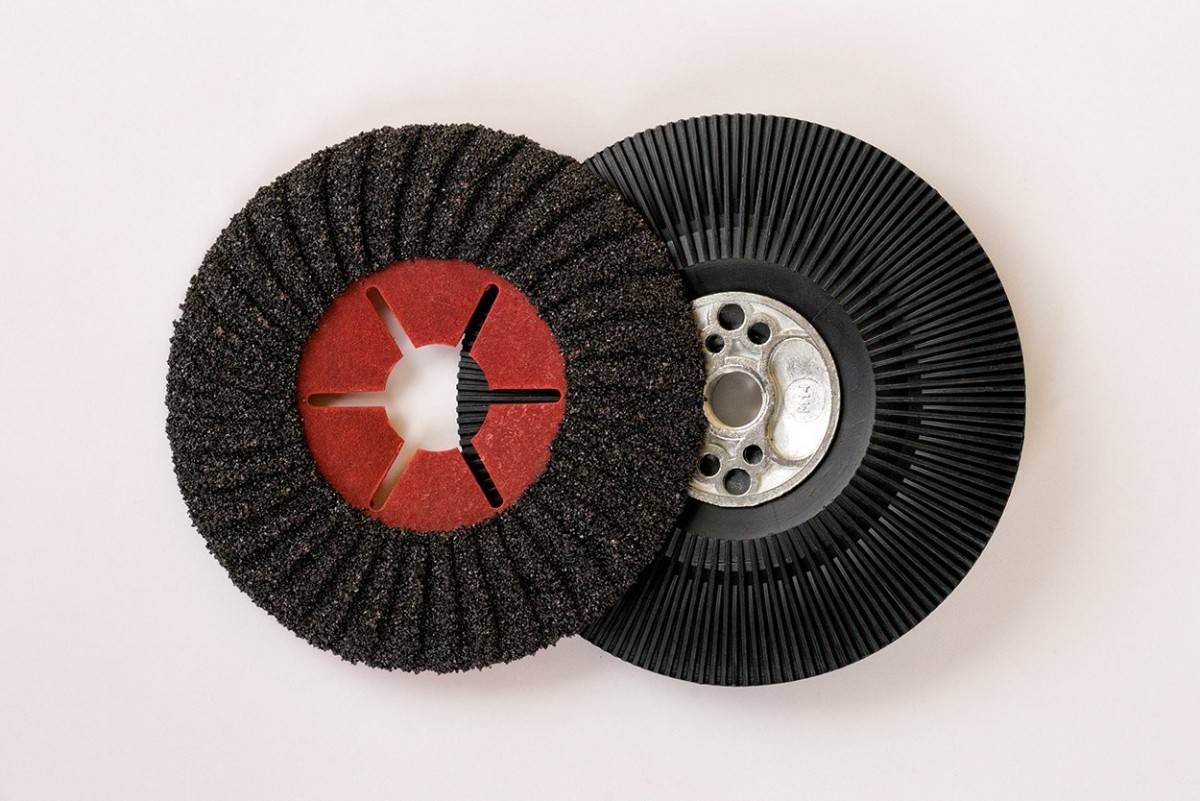
Перед тем, как покупать товар, можно визуально определить материал, из которого изготовлен лепестковый диск, поскольку имеются цветовые различия. Коричневый цвет говорит о том, что в КЛТ использован оксид алюминия. Синий или зеленый оттенок гарантирует прочность, характерную для цирконата алюминия. Красный цвет свидетельствует о наличии в абразивной ткани керамического зерна повышенной стойкости.
Какой шлифовальный круг лучше купить
Важным параметром абразивного диска является его зернистость. Эта характеристика оказывает влияние на количество снимаемого материала и аккуратность работ. При финишном шлифовании обычно применяют круги с зернами 0,32-0,08 мкм. Для выполнения обдирочных и предварительных операций будет достаточно крупнозернистого диска.
Плотность структуры круга определяется соотношением количества абразивного материала к единице объема диска.
Высокопористая структура обеспечит качественное шлифование вязких металлов и сплавов. Профильную многопроходную обработку лучше осуществлять с плотным абразивом.
Перед покупкой диска следует определить тип используемой связки:
- Бакелитовая подойдет для черновой обработки металла и заточки режущих инструментов;
- Вулканитовая — для бесцентрового шлифования и полирования;
- Круги с керамической связкой хорошо сохраняют профиль кромки, не боятся эксплуатации в условиях постоянного химического и термического воздействия.
Стоит обратить внимание на абразивный материал. Стандартный электрокорунд применяется при обработке углеродистой стали, ковкого чугуна и железа; белый — при зачистке тонкостенных деталей
Для аккуратного шлифования стекла, пластмассы или цветных металлов можно использовать круг с абразивом из черного карбида кремния.
На оптимальные геометрические параметры шлифовального круга влияет ряд факторов: конструктивные особенности станка или машинки, форма и размеры заготовок, характер движения инструмента. В продаже можно найти диски прямого и конического профиля; тарельчатые или плоские модели с выточкой; круги-чашки и пр.
Если вы заметили ошибку в тексте, пожалуйста, выделите её и нажмите Ctrl+Enter
Особенности конструкции
Круги лепесткового типа применяются в ходе очистки металлических заготовок от коррозийного налета или краски, при проведении обработки швов после сварки или для удаления заусениц на металле, если используется резка или его штамповка. Отличный результат можно получить и при подготовке древесного изделия к обработке ЛКМ.
Данный инструмент обеспечивает высокое качество абразивной обработки деталей
Он схож по внешнему виду со стандартным кругом для шлифования, но у него присутствует одно важное отличие. По краям расположены лепестки наждачки, как это видно на фото лепесткового круга.

Такая конструкция обеспечивает ряд преимуществ при шлифовании:
- высокая долговечность инструмента, поскольку лепестки используются равномерно, и срок службы продлевается до полного истирания наждачной бумаги;
- возможность использования для обработки плоскостей усложненной конфигурации, т.к. лепестки отличаются гибкостью и мягкостью;
- применение при обработке металла, дерева, пластмассы и других типов материала;
- съем слоя материала со шлифуемой поверхности очень качественный.
Разновидности дисков, специфика их использования
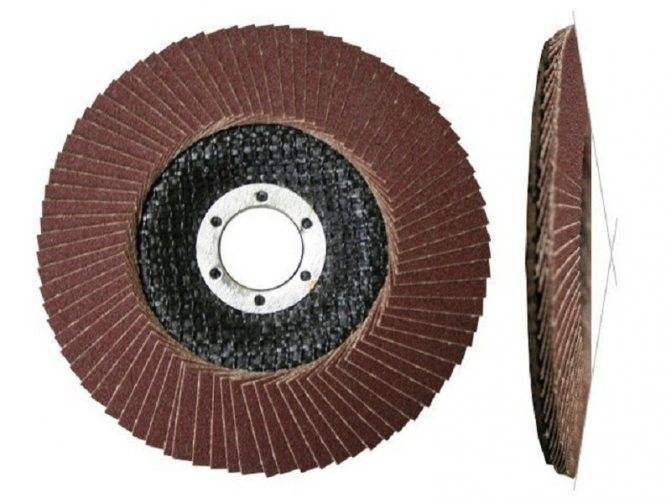
Изготавливается ряд вариантов кругов для шлифования. Подвергнем анализу самые востребованные. Диск торцевой лепестковый (КЛТ), предназначается для обрабатывания элементов из железа, древесины, пластмассы. Основная рабочая зона – край круга. Производятся круги с зернистостью 500 и диаметром в 115-180 миллиметров, особенно ходовой – 125 мм. Размер посадочного гнезда – 22 миллиметра. Может использоваться до глубокой выработки. Употребляется как для первичной обработки, так и для завершающей зачистки. Имеются выгнутые и ровные модификации дисков, что дает возможность менять глубину забора пласта. Идеален для обработки плоскости перед нанесением ЛКМ.
Есть 2 варианта КЛТ:
- прямой, для обширных участков при шлифовке плоскостей и сопряженных плоских поверхностей;
- конусообразный, для шлифования швов, кромок и стыковых соединений.

Круг складчатый (КЛС) либо лепестковый пакетный (КЛП) производится в виде железной основы с большим числом фрагментов. Изделие подходит для самых разных материалов, в том числе металла и пластмассы. Максимальный диаметр доходит до 500 миллиметров, используется для механического и ручного обрабатывания плоскостей, размер гнезда посадки от 30 до 100 миллиметров. Размер абразивных зерен – до 500. Данные круги предназначаются для обрабатывания значительных плоскостей. Опция регулирования скорости предусматривает превосходные результаты при полировании плоскости.

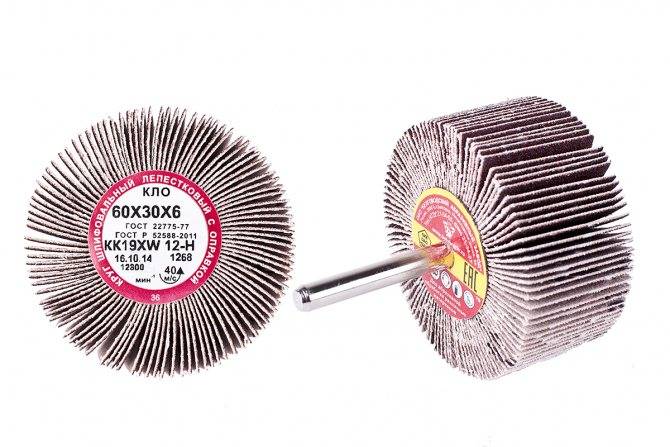
Лепестковый диск с оправкой (КЛО) содержит в своей структуре оправку, посредством которой монтируется в инструмент. Практикуется для шлифовки внутренних поверхностей. Обширный масштаб типовых размеров дает возможность выбрать образец под какую угодно площадь подвергаемых шлифовке элементов. Размер абразивных зерен КЛО колеблется от 40 до 500, диаметр – от 15 до 150 миллиметров. Данная модель кругов дает возможность достигнуть хорошего уровня шлифовки.
Лепестковый круг для углошлифмашины (УШМ, болгарки). Этот лепестковый абразивный диск создается непосредственно для монтирования на угловую шлифмашину. Диаметры дисков разные, от 115 до 230 миллиметров, в том числе и диск с лепестковой структурой для небольшой углошлифмашины. Выбор диаметра осуществляется пропорционально типовому размеру инструмента. Идеальными являются диски для угловой шлифмашины 125 миллиметров. Диаметр гнезда посадки для особо востребованных моделей обладает стандартизованным параметром – 22, 23 миллиметра. Толщина круга возле его середины равняется от 1,2 до 2 миллиметров, с учетом габаритов круга.

Абразивный диск для углошлифмашины по металлу разбит на самостоятельные сектора – лепестки, от этого и идет его наименование. Лепестки покрываются тоненьким пластом крошки из синтетического корунда циркониевого электродуговой плавки, фиксируемого на основании посредством эпоксидки. Многообещающей новацией стала последняя наработка российских специалистов – круг с напылением из мелких частиц победита электроимпульсной технологии измельчения, закрепленной посредством чрезвычайно прочной припайки, что повышает срок эксплуатации.
Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента. Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Кроме того, на поверхности шлифовального круга обязательно имеются поры. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки. Такие инструменты называют «импрегнированными».
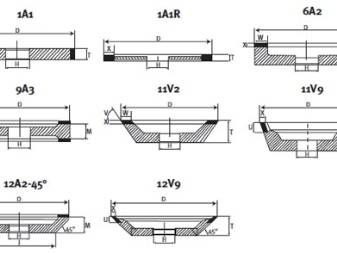
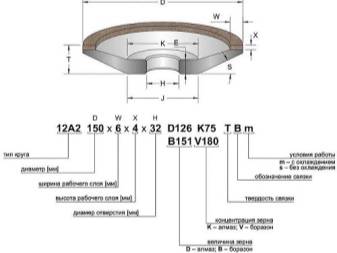
Форма и ширина алмазного слоя
Каждый круг имеет алмазный слой определенной формы и ширины. Большая ширина потребуется при работе «на проход». Шлифовка методом «врезания» требует ширины, соизмеримой с шириной поверхности, к которой будут прикладываться усилия, иначе после обработки появляются уступы.
Выбор формы сечения так же зависит от поставленных задач и формы обрабатываемой поверхности. Сечение алмазного слоя обозначается определенной буквой, которую можно найти в таблице:
Различаются шлифовальные круги и по диаметру, но выбор диаметра зависит как от применяемого инструмента, так и от обрабатываемой детали и необходимого результата. Так же при работе с алмазным шлифовальным инструментом требуется учитывать количество оборотов шпинделя на конкретном оборудовании.



