Подбор сверла
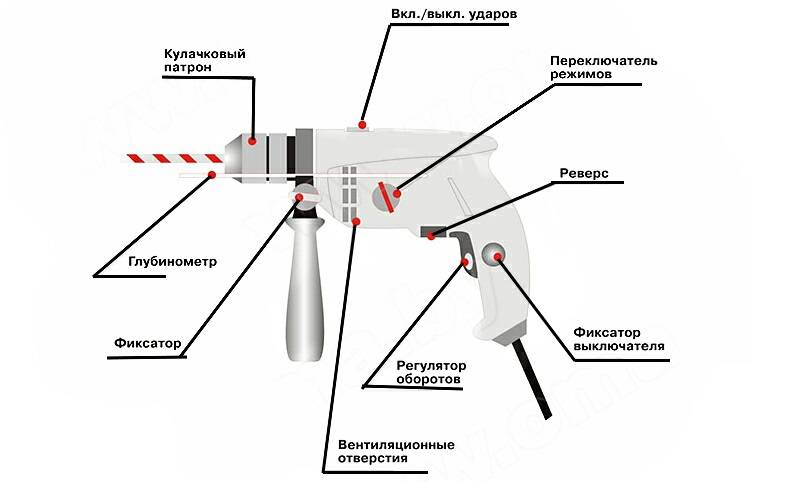
Электрическая дрель необходима для выполнения работы по нарезанию внутренней резьбы.
Перед тем как нарезать резьбу метчиком, необходимо сначала просверлить под нее отверстие. Совершенно ясно, что диаметр отверстия должен быть меньше размера метчика, но вот насколько? Существует универсальный способ вычисления этой разницы. Любая резьба характеризуется двумя параметрами:
- диаметр, указывается на инструментах с прописной буквой М впереди, например, М6;
- шаг витков прописан в виде цифры после первого параметра, например, М6х1.
Взглянув на маркировку метчика, легко подобрать сверло для работы. Надо от значения диаметра отнять шаг резьбы, в приведенном примере М6х1 понадобится отверстие размером 6 — 1 = 5 мм. Сверло следует брать обычное цилиндрическое, для обработки металла такие изготавливаются из быстрорежущей стали Р6М5. С целью облегчить подбор размеров в Таблице 1 представлены рекомендуемые диаметры для отверстий самых «ходовых» резьб метрического профиля.
Таблица 1
| Маркировка | М3 | М4 | М5 | М6 | М8 | М10 |
| D отверстия, мм | 2,5 | 3,3 | 4,2 | 5 | 6,75 | 8,5 |
Поскольку речь идет о ручной обработке металла, то при подборе сверл следует учесть одну особенность. При работе с электрической дрелью, как бы вы ни старались удерживать ее ровно и неподвижно, отверстие будет разбиваться и его размер окажется несколько больше, чем нужно. В результате после прохода метчиком, витки резьбы будут иметь срезанный профиль. При закручивании туда болта появится люфт, а при высоком моменте затяжки витки могут попросту деформироваться. Величина разбивки отверстия зависит от двух факторов:

Зенковки нужны для снятия фасок при нарезании внутренней резьбы.
- Диаметра, чем он больше, тем сильнее разворачивается отверстие. Например, при D = 5 мм происходит увеличение на 0,08 мм, а при D = 10 мм — уже 0,12 мм.
- Условий работы. Слесарь может находиться в неудобном положении или на высоте, это вызовет повышенную разбивку отверстия, что потом скажется на качестве соединения.
Проблема решается следующим образом: чтобы внутренняя резьба получилась полнопрофильной, надо изначально взять сверло, диаметр которого на 0,1 мм меньше требуемого. Возможно, что в некоторых случаях вращение метчика будет затруднено, но обычно никаких сложностей не возникает.
Подготовка инструментария
Для выполнения работы по нарезанию внутренней резьбы понадобится:
- средства разметки (рулетка, линейка, карандаш);
- дрель электрическая с набором сверл;
- зенковка для снятия фасок;
- набор метчиков с ручным воротком;
- молоток;
- керн.
Сверла следует заправить (заточить) в соответствии с твердостью обрабатываемого материала. Чем он тверже, тем больше нужно выдержать угол заточки. Во время просверливания и нарезания рабочие части сверл и метчиков нужно обязательно смазывать. Выбор типа смазки зависит от вязкости стали. Для стали обычной и углеродистой подойдет старое сало или солидол, для нержавейки — машинное масло.
Как правильно определить диаметр и нарезать резьбу метчиком – таблица
Для определения сечения есть специальные нормативы. Представим все данные в виде табличных значений. Сразу оговоримся, что они подходят не для любых задач, а только для стандартных. К ним относятся в том числе все гайки в продаже, которые подходят к шурупам
Поэтому если вам требуется соединение с определенным крепежным элементом, обратите внимание на его маркировку
| Маркировка | Шаг витков | Диаметр сверла | ||||
| 2 | 0,4 | 1,6 | 0,25 | 1,75 | — | — |
| 3 | 0,5 | 2,5 | 0,35 | 2,65 | — | — |
| 4 | 0,7 | 3,3 | 0,5 | 3,5 | — | — |
| 5 | 0,8 | 4,2 | 0,5 | 4,5 | — | — |
| 6 | 1 | 5 | 0,75 | 5,2 | 0,5 | 5,5 |
| 7 | 1 | 6 | 0,75 | 6,2 | 0,5 | 6,5 |
Таблицу можно продолжать дальше, она большая. и мы не будем это делать в рамках этой статьи. За более подробными значениями рекомендуем обратиться к документу – ГОСТ 19257 – 73.
Это стандартные размеры, но есть специальные цели, уникальные соединения. Для них все очень просто рассчитывается самостоятельно. Если резьба имеет маркировку М10, а шаг 0,3, то от 10 мм необходимо вычесть 0,3 мм. Результат будет равен диаметру отверстия – 9,7 мм.
Если его сделать меньше, то метчику будет трудно проходить, будут образовываться участки с плохой обработкой. А если больше, то канавки будут неглубокими, винт будет шататься внутри или даже выпадать со временем.
Представим также международную систему маркировки в дюймах:
| Обозначение, дюймы | Внешний | Внутренний | Резьба, мм | Шаг |
| G 1/8 | 9,37 | 8,858,8 | 28 | 28 |
| G 1/4 | 13,16 | 11,89 | 11,8 | 19 |
| G 3/8 | 16,66 | 15,39 | 15,25 | 19 |
| G 1/2 | 20,95 | 19,17 | 19,00 | 14 |
| G 5/8 | 22,91 | 21,13 | 21,00 | 14 |
| G 3/4 | 26,44 | 24,66 | 24,50 | 14 |
| G 7/8 | 30,20 | 28,42 | 28,25 | 14 |
| G 1 | 33,25 | 30,93 | 30,75 | 11 |
| G 1, 1/8 | 37,90 | 35,58 | 35,30 | 11 |
| G 1, 1/4 | 41,91 | 25,59 | 39,25 | 11 |
| G 1, 3/8 | 44,32 | 45,00 | 41,70 | 11 |
| G 1, 1/2 | 47,80 | 45,48 | 45,25 | 11 |
| G 1, 3/4 | 53,74 | 51,43 | 51,10 | 11 |
| G 2 | 29,61 | 57,29 | 57,00 | 11 |
| G 2, 1/4 | 25,17 | 62,96 | 63,10 | 11 |
| G 2, 1/2 | 75,18 | 72,86 | 72,60 | 11 |
| G 2, 3/4 | 81,53 | 79,21 | 78,90 | 11 |
| G 3 | 87,88 | 58,56 | 85,30 | 11 |
| G 3, 1/4 | 93,98 | 91,66 | 91,50 | 11 |
| G 3, 1/2 | 100,33 | 98,01 | 97,70 | 11 |
| G 3, 3/4 | 106,68 | 104,3 | 104,00 | 11 |
| G 4 | 113,03 | 110,71 | 110,40 | 11 |
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
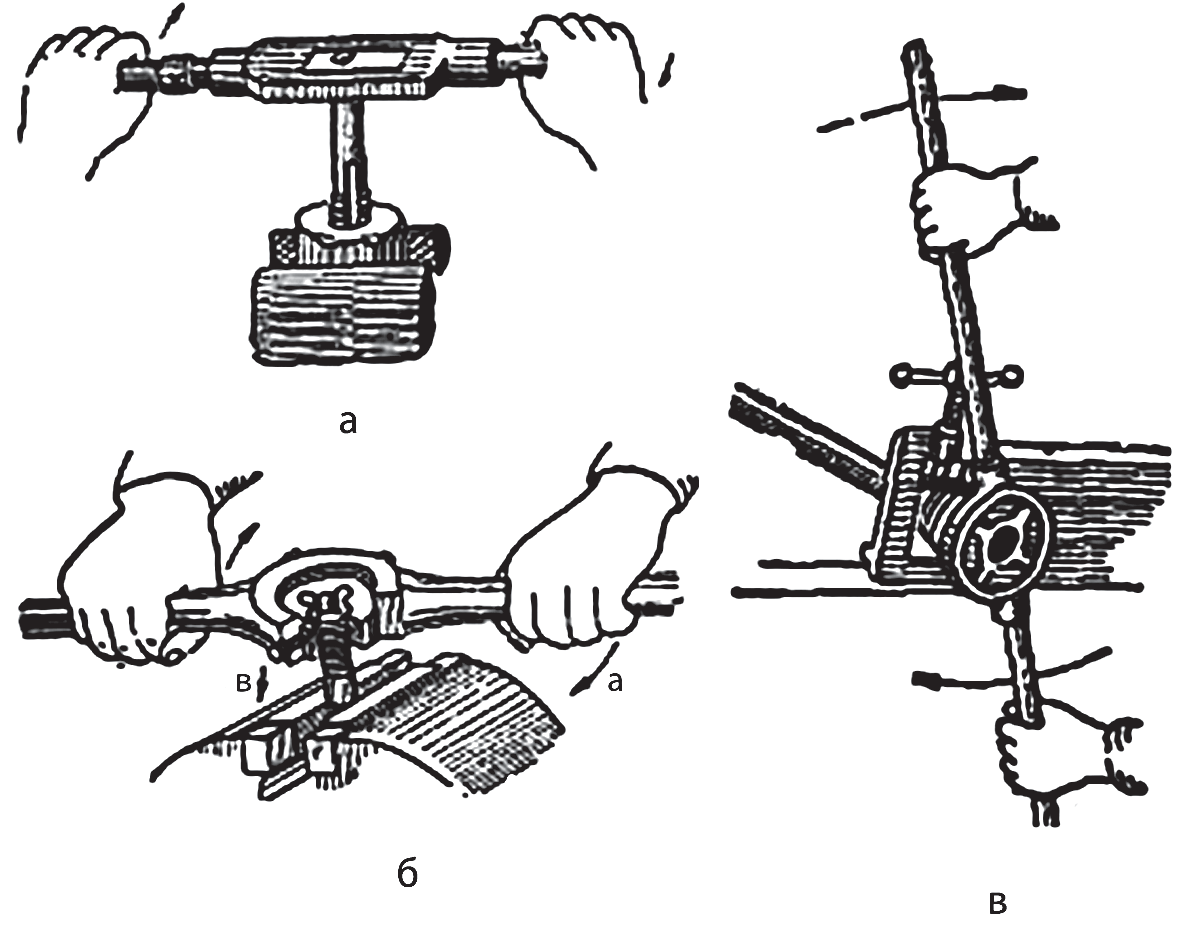
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 348
Процесс нарезания
диаметры отверстий для резьбы в зависимости от вида металла
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Удаление сломанного инструмента
Даже слесари с многолетним опытом в силу разных причин иногда ломают метчики при нарезании внутренних резьб ручным способом. Вопрос в том, как извлечь обломок изделия, ведь не всегда проблему можно решить проделыванием другого отверстия. Если обломок хоть немного торчит над поверхностью, стоит попробовать захватить его пассатижами или губками ручных тисков и попытаться вывернуть естественным образом. Как правило, это дает успешный результат.
Когда обломок рабочей части полностью сидит в отверстии, нужны кардинальные меры. Одна из них — попробовать вывернуть его оттуда сверлом левого вращения, работая дрелью на самых низких оборотах. Ничего не выходит? Придется отыскать сверло с твердосплавным наконечником или алмазом и просто высверлить застрявший кусок инструмента.
Отломанную рабочую часть метчика подчас бывает очень трудно извлечь, поэтому к выполнению работы надо отнестись скрупулезно, особенно при недостатке опыта. Пользуйтесь хорошо заточенным инструментом, соблюдайте все предложенные выше рекомендации, и вы 100% получите результат в виде надежного резьбового соединения.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Диаметр сверла под резьбу (таблица)

Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
Скачать таблицу «Диаметр сверла под метрическую резьбу»
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 |
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Разновидности инструмента
Мастера нарезают резьбовые соединения с использованием ручных инструментов, промышленного оборудования. Разрезание стали производиться с помощью метчиков, которые закрепляются на специальных ручках или шпинделях станков. Чтобы наносить резьбу на внутреннюю сторону разного диаметра, требуется выбирать плашки нужных размеров. Они разделяются по разным факторам, к которым относятся:
- По способу использования — ручные, машинные. Первый вариант комплектуется воротком, ручкой для удержания. Второй вариант представляет собой инструменты, которые закрепляются в патронах промышленного оборудования.
- По методу нарезания внутренних витков на металле, выделяются комплектные, универсальные метчики. Первый представляют собой инструменты, рабочая часть которых разделена на 3 зоны. Первая делают грубую обработку, вторая растачивает канавки, третья доводит поверхности до финишного состояния. Второй вариант представляет собой набор отдельных метчиков, каждый из которых предназначен для отдельных видов обработки.
- Разделение по типу отверстий. Бывают инструменты для работы с глухими, сквозными отверстиями. У первого варианта длинный стержень, который имеет продолговатую конусную форму, называемую заходом.
Метчики разделяются по конструкции. Они могут быть прямыми, винтовыми, с нарезанными канавками удаления металлической стружки.
Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
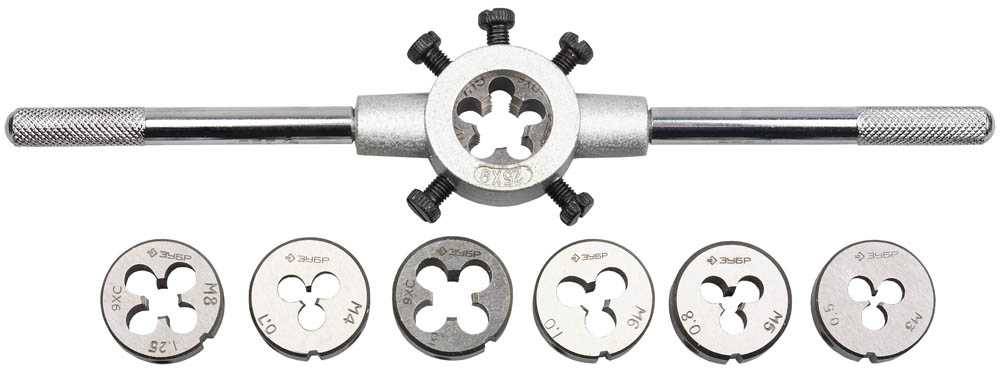
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.

Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.

Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Резьба проверяется гайкой или калибр-кольцом.

Как выбрать диаметр сверла?
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
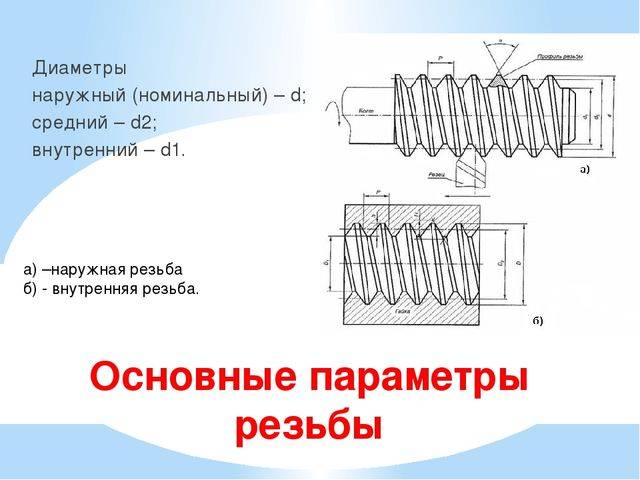
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Параметры – диаметр резьбы и шаг
Различают несколько обозначений для одного витка. Каждый можно вычислить с помощью обычной линейки и наблюдения. Возьмем двухзаходный болт. У него есть две нити, которые находятся друг от друга на одинаковом расстоянии. Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
В домашних условиях вычисление можно сделать так:
- отсчитать 10 ниток;
- измерить точной линейкой расстояние в миллиметрах;
- разделить этот показатель на 10.
Второй параметр – это ход, обозначается как Ph. Процедура расчета аналогичная, однако берутся витки одной нити. В двухзаходном болте это каждая вторая верхняя точка. Обычно Ph ровно в 2 (3) раза больше, чем P.Есть стандартный шаг, а также нестандартный. Первый обусловлен стандартами ГОСТ, поэтому крепления взаимозаменяемы, можно самостоятельно поменять один расходный материал на другой. Но если использованы индивидуальные параметры, то придется искать уникальные саморезы или винты. Приведем таблицу размеров (шага) в зависимости от диаметра сверла для нарезания метрической резьбы под метчики:
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
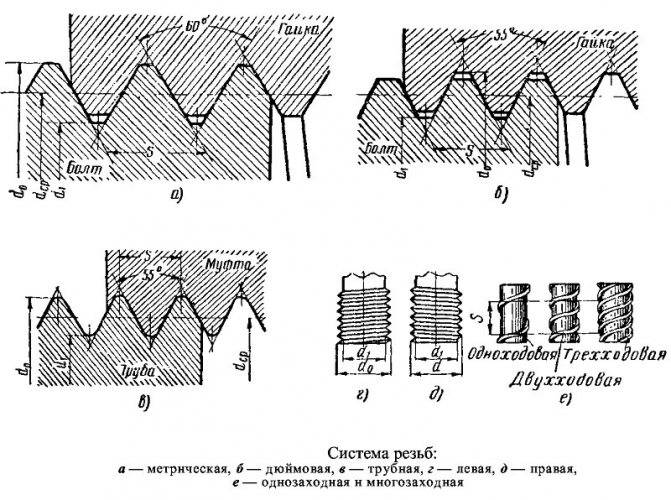
Система резьб
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки
Виды плашек
Существует просто огромное количество различных вариантов исполнения инструмента, что связано с многообразием резьбовых соединений. Все они обладают своими определенными достоинствами и недостатками.
Виды плашек учитываются для подбора наиболее подходящего варианта исполнения для нарезания резьбы. Основные признаки классификации следующие:
- Форма.
- Конструкция корпуса.
- Способ нарезания витков.
Кроме этого, не стоит забывать о том, что бывает плашка метрическая и дюймовая. Большее распространение получили метрические резьбы, но дюймовые применяются при создании различных механизмов.

Плашка для нарезания резьбы метрическая
Классификация плашек для нарезания резьбы по форме проводится следующим образом:
- В виде шестигранника.
- Трубчатые.
- Круглые.
- В виде квадрата.
Выделяют и несколько видов инструмента по конструктивным признакам:
- Цельная плашка левая, резьба может быть с различным шагом, представлена неразборным литым корпусом, который имеет несколько отверстий. Этот вариант исполнения получил самое широкое распространение, так как характеризуется надежностью и простотой в применении, длительным сроком эксплуатации. Однако при частой работе с различными диаметрами приходится иметь при себе целый набор этого инструмента.
- Разрезные существенно упрощают процесс нарезания витков, что также связана с конструктивными особенностями корпуса.
- Раздвижные варианты исполнения обладают самым сложным корпусом, который может регулироваться в определенном диапазоне диаметров. Имея один подобный инструмент в наличии можно проводить нарезание резьбовой поверхности на заготовках различного диаметра.

Плашка для нарезания резьбы дюймовая
С левой резьбой можно работать при применении всех распространенных вариантов исполнения инструмента. По предназначению можно выделить следующую классификацию:
- Для круглой резьбы.
- Для конической формы.
- Для цилиндрической.
Изготовление проводится в соответствии с установленными стандартами в ГОСТ.
Инструменты для резьбы
 Для того чтобы выполнить внутреннюю нарезку, вам потребуется метчик, который представляет собой винтообразный инструмент с заострёнными канавками. Стержень обычно представлен в форме цилиндра или конуса. Канавки разбивают саму резьбу на отдельные участки, которые называют гребёнками. Края таких гребёнок — это и есть рабочие поверхности. На сегодняшний день в продаже можно также найти единичные метчики, они чаще всего применяются в целях исправления сорванной резьбы. Для того чтобы выполнить нарезку новой резьбы, лучше всего приобрести комплект.
Для того чтобы выполнить внутреннюю нарезку, вам потребуется метчик, который представляет собой винтообразный инструмент с заострёнными канавками. Стержень обычно представлен в форме цилиндра или конуса. Канавки разбивают саму резьбу на отдельные участки, которые называют гребёнками. Края таких гребёнок — это и есть рабочие поверхности. На сегодняшний день в продаже можно также найти единичные метчики, они чаще всего применяются в целях исправления сорванной резьбы. Для того чтобы выполнить нарезку новой резьбы, лучше всего приобрести комплект.
Во многих магазинах метчики продают парами: один из них предназначен для чистовой работы, другой для черновой. Первый используют для прорезания канавки, второй помогает углубить и защитить её. Бывают и трехпроходные метчики, которые вставляются в воротки. Тонкие инструменты можно найти в продаже в наборах по два, широкие — по три. При покупке таких метчиков учитывайте, что их размер должен непременно совпадать с размером резака. В наборах инструменты обычно отличаются друг от друга согласно рискам, которые нанесены на концах. Присмотревшись можно увидеть отличия:
- Метчик № 1 имеет полные гребни зубцов, его диаметр совпадает с размерами резьбы.
- Метчик № 2 имеет сильно обрезанные верхушки зубьев, его диаметр немного меньше.
- Метчик № 3 имеет укорочённый заборной сегмент и более длинные гребни.
В целом все метчики можно разделить на:
- трубные, предназначенные для внутренней резьбы;
- метрические.
Качество инструментов полностью зависит от материала и свойств. Метчик должен быть из хорошего металла.
Для того чтобы максимально продлить износостойкость метчика, а также повысить качество резьбы, стоит также дополнительно приобрести смазку. В роли смазки при нарезании резьбы в стальных деталях лучше всего применять олифу. Если планируется обработка алюминиевых деталей, применяйте керосин или обыкновенный спирт. Когда под рукой нет подобных технических жидкостей, для смазки инструментов можно применить самое обыкновенное машинное масло. При этом учитывайте, что эффект от него будет намного ниже, чем от других перечисленных средств.



